

ปัญหาสะพานบัดกรี PCB ทั่วไปและกลยุทธ์การบรรเทาผลกระทบทางวิศวกรรม
การเชื่อมบัดกรีเป็นกลไกข้อบกพร่องความถี่สูงในการประกอบ PCB โดยเฉพาะอย่างยิ่งในเทคโนโลยีการติดตั้งพื้นผิวระยะพิทช์ละเอียด (SMT) แนะนําเส้นทางนําไฟฟ้าโดยไม่ได้ตั้งใจซึ่งทําให้ความสมบูรณ์ของสัญญาณลดลง บทความนี้วิเคราะห์การก่อตัวของสะพานบัดกรีจากมุมมองทางวิศวกรรมกระบวนการ ซึ่งครอบคลุมพลวัตของการเปียก ข้อจํากัดในการออกแบบ ตัวแปรควบคุมกระบวนการ วิธีการตรวจสอบ และเทคนิคการทํางานซ้ํา เน้นย้ําถึงกลยุทธ์การบรรเทาผลกระทบระดับการผลิตที่ใช้งานได้จริงซึ่งสอดคล้องกับมาตรฐาน IPC และการผลิต PCB ความหนาแน่นสูงที่ทันสมัย
สารบัญ
- 1. สะพานบัดกรีคืออะไร
- [2. กลไกการก่อตัวและฟิสิกส์] (# 2 - กลไกการก่อตัวและฟิสิกส์)
- [3. สถานการณ์ที่มีความเสี่ยงสูงในการออกแบบ PCB สมัยใหม่] (# 3-สถานการณ์ที่มีความเสี่ยงสูงในการออกแบบ PCB ที่ทันสมัย)
- 4. ข้อจํากัดทางวิศวกรรมหน้ากากประสาน
- 5. การวิเคราะห์สาเหตุที่แท้จริง (RCA)
- [6. การควบคุมกระบวนการใน SMT และ THT] (# 6-process-control-in-smt-and-tht)
- 7. แนวทางการออกแบบเพื่อความสามารถในการผลิต (DFM)
- [8. เทคโนโลยีการตรวจสอบและการตรวจจับข้อบกพร่อง] (#8-การตรวจสอบและตรวจจับข้อบกพร่อง)
- 9. ควบคุมการทํางานซ้ําและการกําจัดข้อบกพร่อง
- 10. สรุป
- คําถามที่พบบ่อย
1. สะพานบัดกรีคืออะไร
สะพานบัดกรีเป็นการเชื่อมต่อทางโลหะวิทยาโดยไม่ได้ตั้งใจระหว่างคุณสมบัตินําไฟฟ้าสองอย่างที่อยู่ติดกัน ได้แก่ แผ่นรอง ตะกั่ว หรือร่องรอยบน PCB ซึ่งแตกต่างจากจัมเปอร์บัดกรีที่ออกแบบมาข้อบกพร่องเหล่านี้ละเมิดข้อ จํากัด การแยกไฟฟ้าที่กําหนดไว้ในเน็ตลิสต์
จากมุมมองทางไฟฟ้าสะพานบัดกรีแนะนํา:
- กางเกงขาสั้นแบบแข็ง (เส้นทางอิมพีแดนซ์ต่ํา)
- กระแสไฟรั่ว
- ครอสทอล์คในวงจรความเร็วสูง
- ความผิดพลาดเป็นระยะภายใต้การหมุนเวียนความร้อน
2. กลไกการก่อตัวและฟิสิกส์
2.1 พฤติกรรมการเปียกและพลังงานพื้นผิว
บัดกรีหลอมเหลวเป็นไปตามหลักการเปียกที่ควบคุมโดยการลดพลังงานพื้นผิว ควรกระจายบนแผ่นทองแดงที่สะอาดและตะกั่วส่วนประกอบที่เป็นโลหะ อย่างไรก็ตาม ปริมาณการบัดกรีที่มากเกินไปหรือระยะห่างระหว่างแผ่นที่ลดลงทําให้บัดกรีสามารถขยายได้เกินขอบเขตที่ตั้งใจไว้
2.2 การกระทําของเส้นเลือดฝอยในเรขาคณิตพิทช์ละเอียด
ในอุปกรณ์พิทช์ละเอียด (ระยะพิทช์ <0.5 มม.) แรงเส้นเลือดฝอยระหว่างตะกั่วสามารถดึงบัดกรีหลอมเหลวเข้าไปในช่องว่างแคบ ๆ ได้อย่างมีนัยสําคัญ ซึ่งเพิ่มความน่าจะเป็นของสะพานได้อย่างมาก
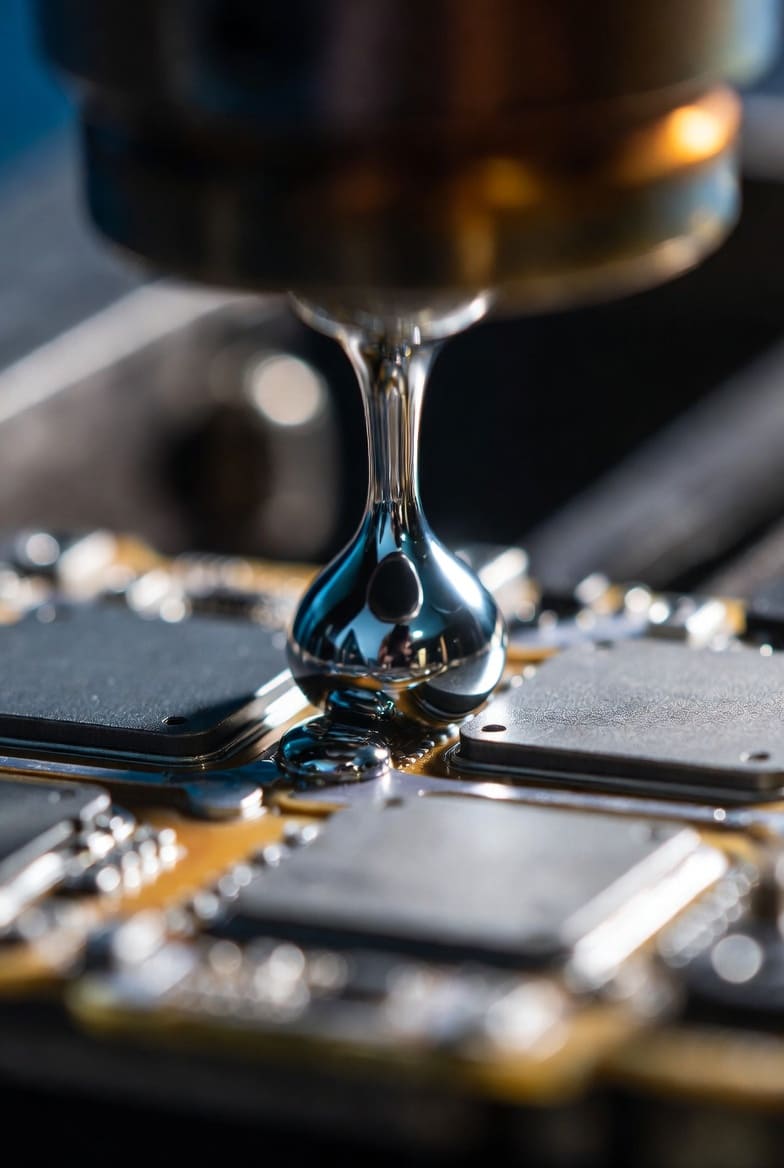
รูปที่ 1: บัดกรีหลอมเหลวกระจายไปทั่วแผ่นที่อยู่ติดกันเนื่องจากปริมาตรและแรงของเส้นเลือดฝอยมากเกินไป
3. สถานการณ์ที่มีความเสี่ยงสูงในการออกแบบ PCB สมัยใหม่
3.1 ส่วนประกอบ Fine Pitch
อุปกรณ์ต่างๆ เช่น QFP, QFN, BGA, TSOP และไมโครคอนโทรลเลอร์ที่มีจํานวนพินสูงมีระยะห่างน้อยที่สุด
3.2 การเชื่อมต่อระหว่างกันความหนาแน่นสูง (HDI)
บอร์ด HDI แนะนําไมโครเวีย ร่องรอยที่ละเอียดเป็นพิเศษ และอาร์เรย์แผ่นหนาแน่น ช่วยลดระยะขอบการกักขังของบัดกรีและเพิ่มความเสี่ยงในการเชื่อม
3.3 รีโฟลว์โปร file ความไว
การทําโปรไฟล์ความร้อนที่ไม่เหมาะสมสามารถเพิ่มความลื่นไหลของบัดกรีหรือส่งผลให้เปียกไม่สมบูรณ์ ซึ่งทั้งสองอย่างนี้ก่อให้เกิดข้อบกพร่อง
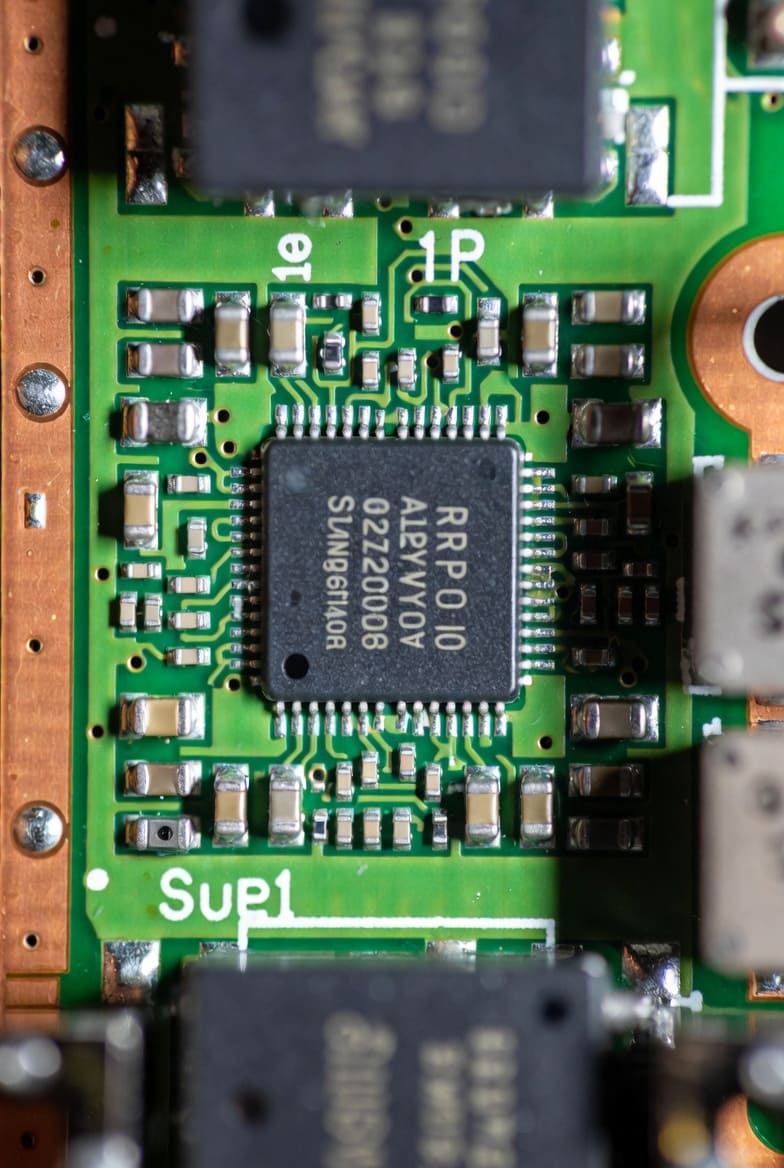
รูปที่ 2: ความเสี่ยงในการเชื่อมการบัดกรีในสาย IC ระยะพิทช์ละเอียดที่มีระยะห่างไม่เพียงพอ
4. ข้อจํากัดทางวิศวกรรมหน้ากากประสาน
4.1 การออกแบบเขื่อนหน้ากากประสาน
หน้ากากประสานทําหน้าที่เป็นทั้งสิ่งกีดขวางทางกายภาพและตัวดัดแปลงพลังงานพื้นผิวเพื่อกักขังบัดกรีที่หลอมเหลว
พารามิเตอร์ที่สําคัญ:
- ความกว้างของเขื่อนขั้นต่ํา: 75–100 μm (3–4 mil)
- ความคลาดเคลื่อนในการจัดตําแหน่ง: ±25 μm
โหมดความล้มเหลว ได้แก่ การลงทะเบียนหน้ากากผิด ความกว้างของเขื่อนไม่เพียงพอ และการเสื่อมสภาพระหว่างการหมุนเวียนด้วยความร้อน
4.2 กลยุทธ์คําจํากัดความของแผ่น
| ประเภท แพ้ด | คําอธิบาย | ข้อดี | ความเสี่ยง |
|---|---|---|---|
| NSMD (กําหนดหน้ากากแบบไม่บัดกรี) | แผ่นกําหนดด้วยทองแดง หน้ากากเปิดใหญ่กว่าแผ่น | ความน่าเชื่อถือของข้อต่อบัดกรีที่ดีขึ้น | ความเสี่ยงในการเชื่อมบัดกรีที่สูงขึ้น |
| SMD (กําหนดหน้ากากประสาน) | แผ่นกําหนดโดยการเปิดหน้ากากประสาน | ปรับปรุงการกักขังบัดกรี | ความแข็งแรงเชิงกลที่ต่ํากว่า |
5. การวิเคราะห์สาเหตุที่แท้จริง (RCA)
5.1 ปัจจัยด้านวัสดุ
- การสะสมของตะกั่วบัดกรีส่วนเกิน
- ฟลักซ์ความหนืดต่ําส่งเสริมการแพร่กระจาย
- แผ่นออกซิไดซ์ที่มีผลต่อการเปียก
5.2 ปัจจัยกระบวนการ
- ความหนาของลายฉลุมากเกินไป
- การออกแบบรูรับแสงไม่ดี
- การจัดวางไม่ตรงแนว
- โปรไฟล์ความร้อนที่ไม่เหมาะสม
5.3 ปัจจัยมนุษย์
- การป้อนบัดกรีส่วนเกิน
- มุมบัดกรีที่ไม่เหมาะสม
- ขาดการควบคุมอุณหภูมิ
6. การควบคุมกระบวนการใน SMT และ THT
| กระบวนการ | พารามิเตอร์การควบคุม | ผลกระทบต่อการบัดกรี |
|---|---|---|
| การพิมพ์วางประสา | นความหนาของลายฉลุขนาดรูรับแสง | ควบคุมปริมาณการบัดกรีโดยตรง |
| การจัดวางส่วนประกอบ | ความแม่นยําในการจัดตําแหน่ง | ป้องกันการทับซ้อนกันของตะกั่ว |
| บัดกรีแบบรีโฟลว์ | โปรไฟล์ความร้อน | ควบคุมความลื่นไหลของบัดกรี |
| การบัดกรีคลื่น | ความสูงของคลื่น มุมลําเลีย | งส่งผลต่อทิศทางการไหลของบัดกรี |
อุณหภูมิการบัดกรีทั่วไป:
- บัดกรีตะกั่ว: 330 °C – 350 °C
- บัดกรีไร้สารตะกั่ว: 350 °C – 380 °C
รูปที่ 3: โปรไฟล์รีโฟลว์ที่ไม่เหมาะสมทําให้เกิดการไหลของบัดกรีและการเชื่อมมากเกินไป
7. แนวทางการออกแบบเพื่อความสามารถในการผลิต (DFM)
7.1 การเพิ่มประสิทธิภาพรูปทรงเรขาคณิตของแผ่น
- หลีกเลี่ยงแผ่นอิเล็กโทรดขนาดใหญ่
- รักษาระยะห่างให้สม่ําเสมอ
- ใช้การขโมยบัดกรีเมื่อจําเป็น
7.2 การเพิ่มประสิทธิภาพการออกแบบลายฉลุ
- ใช้การลดรูรับแสง (10–20%)
- ใช้การออกแบบโฮมเพลทเพื่อระยะพิทช์ที่ดี
- ใช้ลายฉลุแบบขั้นบันไดสําหรับพื้นที่หนาแน่น
7.3 ความแม่นยําของตําแหน่ง
- ใช้เครื่องหยิบและวางที่มีความแม่นยําสูง (±25 μm)
- ใช้ระบบการจัดตําแหน่ง fiducial
8. เทคโนโลยีการตรวจสอบและการตรวจจับข้อบกพร่อง
| วิธีการตรวจสอบ | ความสามารถ | ข้อจํากัด |
|---|---|---|
| การตรวจสอบด้วยสายตา | ตรวจจับข้อบกพร่องที่มองเห็นได้อย่างรวดเร็ว | ขึ้นอยู่กับผู้ปฏิบัติงาน |
| อาโออิ | การตรวจจับความเร็วสูงอัตโนมัติ | ไม่สามารถตรวจจับข้อต่อที่ซ่อนอยู่ได้ |
| การตรวจสอบเอ็กซเรย์ | ตรวจจับสะพานที่ซ่อนอยู่ (BGA/QFN) | ต้นทุนที่สูงขึ้น |
| การทดสอบทางไฟฟ้า | การตรวจสอบการทํางาน | ไม่แปลข้อบกพร่องด้วยสายตา |
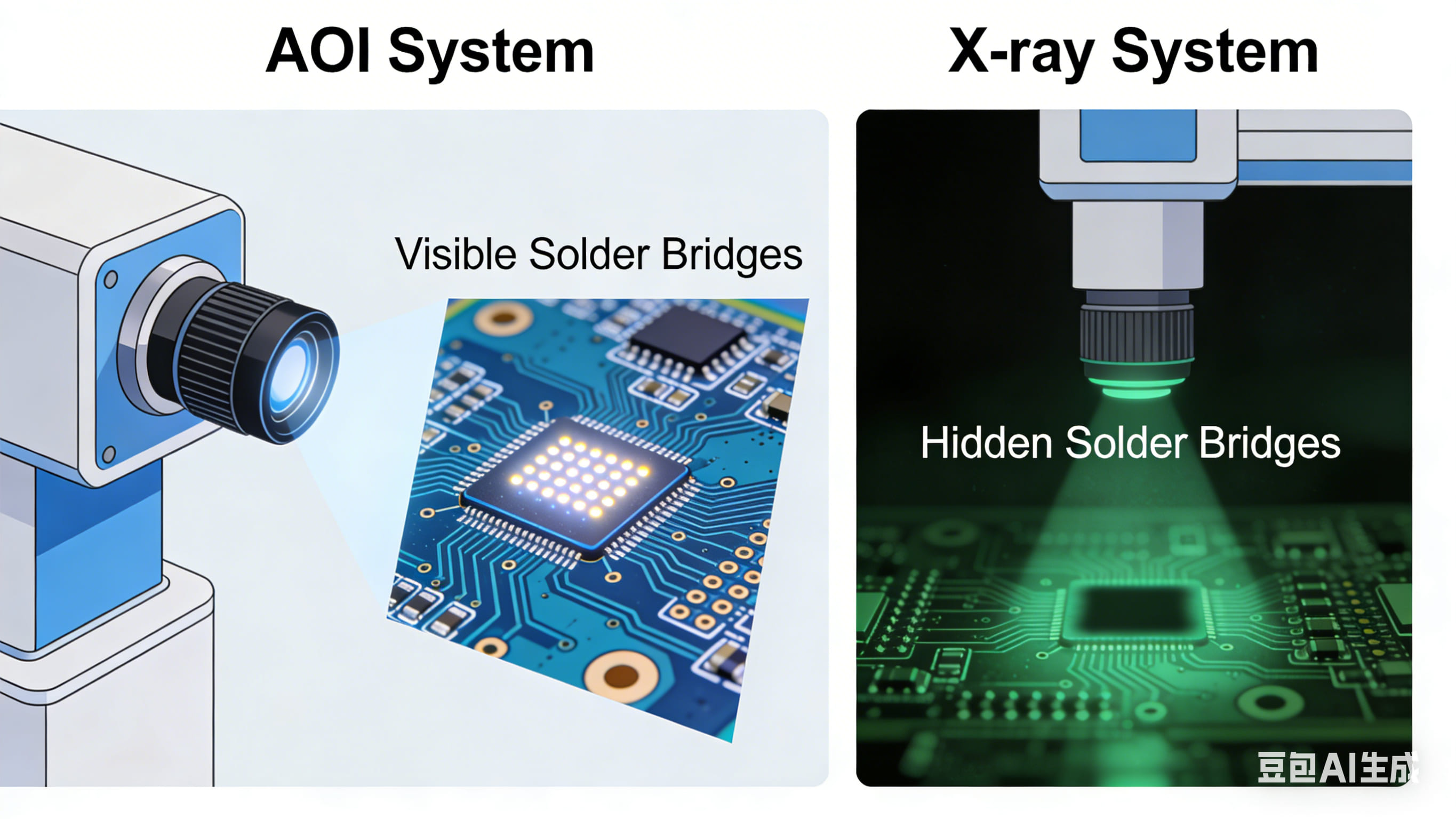
รูปที่ 4: ระบบ AOI และ X-ray ตรวจจับสะพานบัดกรีที่มองเห็นได้และซ่อนอยู่
9. ควบคุมการทํางานซ้ําและการกําจัดข้อบกพร่อง
9.1 ไส้ตะเกียงบัดกรี (ถักเปีย Desoldering)
ดูดซับบัดกรีหลอมเหลวผ่านการกระทําของเส้นเลือดฝอย ต้องการฟลักซ์เพื่อประสิทธิภาพ
9.2 การปรับปรุงลมร้อน
ให้ความร้อนเฉพาะที่สําหรับการรีโฟลว์บัดกรีและการเปลี่ยนตําแหน่งส่วนประกอบ
9.3 ปั๊มถอดบัดกรี
เหมาะสําหรับการถอดปริมาณการบัดกรีขนาดใหญ่ โดยเฉพาะอย่างยิ่งในชุดประกอบแบบเจาะรู
9.4 ความเสี่ยงในการทํางานซ้ํา
- การหลุดลอกของแผ่น
- ความเสียหายจากความร้อนต่อส่วนประกอบ
- การก่อตัวของข้อบกพร่องซ้ํา ๆ หากสาเหตุที่แท้จริงไม่ถูกกําจัด
10. สรุป
สะพานบัดกรีเป็นข้อบกพร่องที่คาดการณ์ได้และป้องกันได้ซึ่งเกิดจากการควบคุมวัสดุ รูปทรงเรขาคณิต และพารามิเตอร์ของกระบวนการไม่เพียงพอ ในการผลิต PCB ความหนาแน่นสูงการบรรเทาผลกระทบที่มีประสิทธิภาพจําเป็นต้องมีการบูรณาการแนวทางปฏิบัติ DFM กระบวนการบัดกรีที่มีการควบคุมและเทคโนโลยีการตรวจสอบขั้นสูง แนวทางทางวิศวกรรมที่เป็นระบบช่วยให้มั่นใจได้ถึงผลผลิต ความน่าเชื่อถือ และประสิทธิภาพในระยะยาวของชุดประกอบอิเล็กทรอนิกส์ที่ดีขึ้น
คําถามที่พบบ่อย
Q1: เหตุใดสะพานบัดกรีจึงพบได้ทั่วไปในกระบวนการไร้สารตะกั่ว
โลหะผสมไร้สารตะกั่วมีแรงตึงผิวและอุณหภูมิหลอมเหลวสูงกว่า ทําให้ไวต่อการเปลี่ยนแปลงของกระบวนการมากขึ้นและเพิ่มความเสี่ยงในการเชื่อม
Q2: กลยุทธ์การป้องกันที่มีประสิทธิภาพมากที่สุดคืออะไร?
จําเป็นต้องมีวิธีการแบบผสมผสาน รวมถึงการเพิ่มประสิทธิภาพลายฉลุ การควบคุมการวางประสาน การจัดวางที่แม่นยํา และการทําโปรไฟล์รีโฟลว์ที่เหมาะสม
Q3: AOI สามารถตรวจจับสะพานบัดกรีทั้งหมดได้หรือไม่?
ไม่ AOI ตรวจจับข้อบกพร่องที่มองเห็นได้เท่านั้น สะพานที่ซ่อนอยู่ต้องมีการตรวจสอบด้วยเอ็กซเรย์
Q4: การบัดกรีด้วยมือเชื่อถือได้สําหรับส่วนประกอบที่มีระยะพิทช์ละเอียดหรือไม่?
เฉพาะกับผู้ปฏิบัติงานที่มีทักษะ เครื่องมือที่มีความแม่นยํา และการขยายเท่านั้น มิฉะนั้นอัตราข้อบกพร่องจะเพิ่มขึ้นอย่างมาก
Q5: มาตรฐานใดที่กําหนดข้อบกพร่องของสะพานบัดกรี?
IPC-A-610 กําหนดสะพานบัดกรีว่าเป็นข้อบกพร่องในทุกประเภทผลิตภัณฑ์และต้องมีการดําเนินการแก้ไข