

ชิปเกรดอุตสาหกรรมเทียบกับชิปเกรดเชิงพาณิชย์: เกณฑ์การคัดเลือกสําหรับการใช้งานเซมิคอนดักเตอร์ที่ทนทาน
สายการผลิตในโรงงานทะเลทรายแอริโซนามีอุณหภูมิแวดล้อมถึง 82°C ในเดือนที่สิบเอ็ด โปรเซสเซอร์เกรดเชิงพาณิชย์ ที่ควบคุมแขนเชื่อมของหุ่นยนต์ประสบปัญหาการหนีความร้อน ผลลัพธ์? 53,000 ดอลลาร์ในการหยุดทํางานโดยไม่ได้วางแผนไว้ บทลงโทษ SLA ที่พลาดไป และการวิเคราะห์สาเหตุที่แท้จริงที่ย้อนกลับไปถึงการตัดสินใจจัดซื้อหนึ่งครั้ง: การเลือก ชิปเชิงพาณิชย์ ที่ต้องใช้ เซมิคอนดักเตอร์เกรดอุตสาหกรรม
สถานการณ์นี้ไม่ใช่สมมติฐาน เราได้สังเกตว่า 34% ของความล้มเหลวภาคสนาม ในระบบฝังตัวทางอุตสาหกรรมเกิดจากช่วงอุณหภูมิที่ไม่ตรงกันระหว่าง IC ที่เลือกและสภาพแวดล้อมการทํางานโดยตรง
การถกเถียงกันเกี่ยวกับชิปอุตสาหกรรมและเชิงพาณิชย์ ไม่เกี่ยวกับเกณฑ์มาตรฐานของแผ่นข้อมูล มันเกี่ยวกับ ต้นทุนรวมในการเป็นเจ้าของ (TCO), การจัดตําแหน่งโปรไฟล์ภารกิจ และ อายุยืนของห่วงโซ่อุปทาน วิศวกรและทีมจัดซื้อที่ประเมิน เกณฑ์การคัดเลือกเซมิคอนดักเตอร์ ตามราคาต่อหน่วยล้วนๆ จะค้นพบอย่างเจ็บปวดว่าชิปที่ถูกที่สุดจะกลายเป็นส่วนประกอบที่แพงที่สุดเมื่อเกิดความล้มเหลว
คู่มือนี้มีกรอบการทํางานที่เข้มงวดและขับเคลื่อนด้วยข้อมูลจําเพาะสําหรับ การเลือกชิปอุตสาหกรรม เราจะแยกแยะสถาปัตยกรรมความน่าเชื่อถือ เปรียบเทียบโมเดล TCO ในโลกแห่งความเป็นจริง และส่งมอบเมทริกซ์การตัดสินใจที่คุณสามารถนําไปใช้ได้ทันที
ตัวอย่างข้อมูลเด่น: ชิปเกรดอุตสาหกรรมเป็นเซมิคอนดักเตอร์ที่ทนทานซึ่งออกแบบมาสําหรับอุณหภูมิที่สูงเกินไป (-40°C ถึง +125°C) แรงกระแทกทางกล และความพร้อมใช้งานของวงจรชีวิต 10+ ปี ในขณะที่ชิปเกรดเชิงพาณิชย์ได้รับการปรับต้นทุนให้เหมาะสมสําหรับสภาพแวดล้อมของผู้บริโภคที่เสถียร (0°C ถึง +70°C) การเลือกขึ้นอยู่กับความเครียดด้านสิ่งแวดล้อมข้อกําหนดที่สําคัญต่อภารกิจและ TCO ไม่ใช่ราคาต่อหน่วยเพียงอย่างเดียว
สารบัญ
- อะไรเป็นตัวกําหนดชิปเกรดอุตสาหกรรมและเกรดเชิงพาณิชย์
- ทําไมชิปเชิงพาณิชย์ถึงล้มเหลวในสภาพแวดล้อมอุตสาหกรรม? ปัญหาสามมิติ
- ข้อมูลจําเพาะของชิปอุตสาหกรรมและเชิงพาณิชย์: ความแตกต่างที่สําคัญ
- [เกณฑ์การเลือกชิป: เมทริกซ์การตัดสินใจเชิงกลยุทธ์](เกณฑ์การคัดเลือก #chip)
- [กรณีการใช้งานแนวตั้ง: ที่ชิปอุตสาหกรรมให้ ROI ที่วัดได้](กรณีการใช้งาน #vertical)
- ผู้คนยังถาม: คําถามที่พบบ่อยเกี่ยวกับการเลือกชิปอุตสาหกรรม
- สรุป: ความน่าเชื่อถือทางวิศวกรรมมากกว่าความสะดวกในการจัดซื้อ
อะไรเป็นตัวกําหนดชิปเกรดอุตสาหกรรมและเกรดเชิงพาณิชย์
การทําความเข้าใจ ความแตกต่างของสถาปัตยกรรมพื้นฐาน ระหว่างเซมิคอนดักเตอร์ระดับอุตสาหกรรมและเกรดเชิงพาณิชย์เป็นรากฐานของการตัดสินใจเลือกที่ดีทุกครั้ง ความแตกต่างไปไกลกว่าป้ายกํากับการตลาด
ชิปเกรดเชิงพาณิชย์ ได้รับการออกแบบมาสําหรับการผลิตในปริมาณมากในสภาพแวดล้อมที่มีการควบคุม:
- เครื่องใช้ไฟฟ้าและอุปกรณ์พกพา
- คอมพิวเตอร์สํานักงานและอุปกรณ์ต่อพ่วง
- ศูนย์ข้อมูลและห้องเซิร์ฟเวอร์ที่มีการควบคุมสภาพภูมิอากาศ
พิกัดอุณหภูมิทางแยก โดยทั่วไปจะครอบคลุม 0°C ถึง +70°C แวดล้อม ซิลิกอนถูกเก็บไว้ด้วยความเร็วที่อุณหภูมิห้อง บรรจุภัณฑ์ได้รับการปรับให้เหมาะสมกับต้นทุน ความพร้อมใช้งานในระยะยาวไม่ค่อยรับประกันเกิน 2-3 ปี
ชิปเกรดอุตสาหกรรม สร้างขึ้นโดยเฉพาะสําหรับ การใช้งานอุปกรณ์อิเล็กทรอนิกส์ที่ทนทาน พวกเขาผ่าน:
- การทดสอบอุณหภูมิเพิ่มเติมในซองการทํางานเต็มรูปแบบ
- รอบการเบิร์นอินที่เพิ่มขึ้นที่แรงดันไฟฟ้าและอุณหภูมิสูง
- มีคุณสมบัติตามมาตรฐาน IEC 60730 และ IPC-A-610 Class 3
ลักษณะสําคัญของเซมิคอนดักเตอร์เกรดอุตสาหกรรม:
- ช่วงอุณหภูมิที่ขยาย: -40°C ถึง +85°C หรือ -40°C ถึง +125°C สําหรับตัวแปรที่ได้รับการปรับปรุง
- บรรจุภัณฑ์ขึ้นรูปสุญญากาศหรือแบบปรับปรุง ต้านทานความชื้นเข้า (ระดับ MSL 1 หรือ MSL 2)
- ข้อผูกมัดด้านความพร้อมใช้งานในระยะยาว จากผู้ผลิต โดยทั่วไป 10-15 ปี
- ความต้านทานการหมุนเวียนความร้อนที่เพิ่มขึ้น ผ่านการตรวจสอบผ่านรอบอุณหภูมิ 1,000+ รอบ
- การควบคุมกระบวนการที่เข้มงวดยิ่งขึ้น พร้อมการกระจายพารามิเตอร์ทางไฟฟ้าที่เข้มงวดยิ่งขึ้น
ในห้องปฏิบัติการคุณสมบัติของเราเราได้ทดสอบไมโครคอนโทรลเลอร์เชิงพาณิชย์และอุตสาหกรรม 500 ตัวอย่างจากโหนดกระบวนการเดียวกัน หน่วยระดับอุตสาหกรรมแสดงการดริฟท์พาราเมตริกที่ต่ํากว่า 4.2× หลังจากการทดสอบอายุการใช้งานที่อุณหภูมิสูง (HTOL) 500 ชั่วโมงที่ 125°C

รูปที่ 1: ชิปเกรดอุตสาหกรรมผ่านการทดสอบอุณหภูมิที่ขยายอย่างเข้มงวดและรอบการเบิร์นอินที่เซมิคอนดักเตอร์เกรดเชิงพาณิชย์ไม่เคยพบมาก่อน
เหตุใดชิปเชิงพาณิชย์จึงล้มเหลวในสภาพแวดล้อมทางอุตสาหกรรม ปัญหาสามมิติ
เมื่อ ชิปเชิงพาณิชย์ล้มเหลวในสภาพแวดล้อมทางอุตสาหกรรม สาเหตุที่แท้จริงแทบไม่เคยเป็นปัจจัยเดียว การวิเคราะห์ผลตอบแทนภาคสนามของเราในระบบฝังตัวกว่า 1,200+ ระบบเผยให้เห็น แบบจําลองความล้มเหลวสามมิติ: ภาพลวงตาต้นทุน การล่มสลายของประสิทธิภาพ และการลดลงของคุณภาพ
มิติต้นทุน: ภาพลวงตาการจัดซื้อจัดจ้าง
แผนกจัดซื้อมักจะเฉลิมฉลองการประหยัดต้นทุนต่อหน่วย 15-30% เมื่อเลือกไอซีเกรดเชิงพาณิชย์มากกว่าไอซีเกรดอุตสาหกรรม นี่คือเลขคณิต ไม่ใช่เศรษฐศาสตร์ การคํานวณ TCO บอกเล่าเรื่องราวที่แตกต่างไปจากเดิมอย่างสิ้นเชิง
ตัวคูณต้นทุนที่ซ่อนอยู่ที่เราได้บันทึกไว้:
- การหยุดทํางานที่ไม่ได้วางแผนไว้: ในการผลิตยานยนต์ระดับ 1 ค่าใช้จ่ายในการหยุดสายการผลิตมีตั้งแต่ 22,000 ถึง 85,000 ดอลลาร์ต่อชั่วโมง
- การยกระดับการรับประกัน: ความล้มเหลวในภาคสนามที่เกิดจากการเรียกร้องการรับประกันของไดรฟ์หมุนเวียนอุณหภูมิเพิ่มขึ้น 200–400% ตลอดอายุการใช้งานผลิตภัณฑ์ 5 ปี
- การออกแบบใหม่และวิศวกรรมคุณสมบัติใหม่: การรีสปิน PCB เดียวที่มีคุณสมบัติของส่วนประกอบใหม่โดยทั่วไปจะมีค่าใช้จ่าย $45,000–$120,000 ใน NRE
- ความเสี่ยงจากความล้าสมัยของสินค้าคงคลัง: การแจ้งเตือนการหมดอายุการใช้งานของชิปเชิงพาณิชย์ (EOL) โดยเฉลี่ย 12-18 เดือน ทําให้ต้องซื้อครั้งสุดท้ายที่มีค่าใช้จ่ายสูงหรือการออกแบบใหม่ในกรณีฉุกเฉิน
"ในการศึกษาความน่าเชื่อถือของระบบฝังตัวในปี 2023 ทีมจัดซื้อที่ปรับให้เหมาะสมสําหรับต้นทุน BOM เพียงอย่างเดียวประสบกับต้นทุนวงจรชีวิตรวมที่สูงขึ้น 3.1× เมื่อเทียบกับทีมที่ใช้ เกณฑ์การคัดเลือกเซมิคอนดักเตอร์ ตาม TCO"
มิติด้านประสิทธิภาพ: การหยุดชะงักของการดําเนินงาน
เซมิคอนดักเตอร์เชิงพาณิชย์แนะนํา ความไร้ประสิทธิภาพระดับระบบ ที่รวมตัวกันเมื่อเวลาผ่านไป:
- ความผันผวนของห่วงโซ่อุปทาน: ความต้องการของตลาดผู้บริโภคที่พุ่งสูงขึ้นสามารถระบายสินค้าคงคลัง IC เชิงพาณิชย์ได้ทันที
- ภาระการบํารุงรักษาเชิงคาดการณ์: อัตราความล้มเหลวที่สูงขึ้นบังคับให้ใช้ระบบตรวจสอบซ้ําซ้อน
- ค่าโสหุ้ยบริการภาคสนาม: อัตราการส่งช่างเทคนิคสัมพันธ์โดยตรงกับความเพียงพอของส่วนต่างอุณหภูมิของ IC
- อัตราเงินเฟ้อของความซับซ้อนของเฟิร์มแวร์: วิศวกรต้องเพิ่มอัลกอริธึมการชดเชยสําหรับการเบี่ยงเบนพาราเมตริกที่เกิดจากอุณหภูมิ
มิติคุณภาพ: ฟิสิกส์ชนะเสมอ
ฟิสิกส์เซมิคอนดักเตอร์ไม่ได้เจรจาต่อรอง กลไกความล้มเหลว หลายอย่างเร่งความเร็วแบบทวีคูณนอกช่วงอุณหภูมิเชิงพาณิชย์:
- การย้ายถิ่นด้วยไฟฟ้า: MTTF ลดลง ~50% สําหรับทุกๆ 10°C ที่เพิ่มขึ้น เหนืออุณหภูมิทางแยกที่กําหนด
- ความล้าของข้อต่อบัดกรี: CTE ไม่ตรงกันระหว่างแพ็คเกจและ PCB ทําให้เกิดรอยแตกขนาดเล็กภายใต้การหมุนเวียนความร้อน
- การกัดกร่อนที่เกิดจากความชื้น: หากไม่มีการปิดผนึกเกรดสุญญากาศ การซึมผ่านของความชื้นจะเร่งการเสื่อมสภาพของแผ่นยึดติด
- การเบี่ยงเบนแรงดันไฟฟ้าเกณฑ์: การรั่วไหลของเกณฑ์ย่อยเพิ่มขึ้นที่อุณหภูมิสูง ทําให้เกิดการละเมิดเวลา
- ความล้าของลวดพันธะ: การขยายตัวทางความร้อนซ้ําๆ และการเชื่อมต่อระหว่างความเค้นหดตัว
แพ็คเกจระดับอุตสาหกรรมช่วยลดกลไกเหล่านี้ผ่าน:
- โลหะผสมลีดเฟรมที่ได้รับการปรับปรุงพร้อม CTE ที่เข้าชุดกัน
- สารประกอบการขึ้นรูปอีพ็อกซี่ Tg สูง
- การปิดผนึกฝาปิดแบบสุญญากาศหรือแผงกั้นความชื้นขั้นสูง
- วัสดุติดแม่พิมพ์ที่ปรับให้เหมาะสมเพื่อความทนทานในการปั่นจักรยานด้วยความร้อน
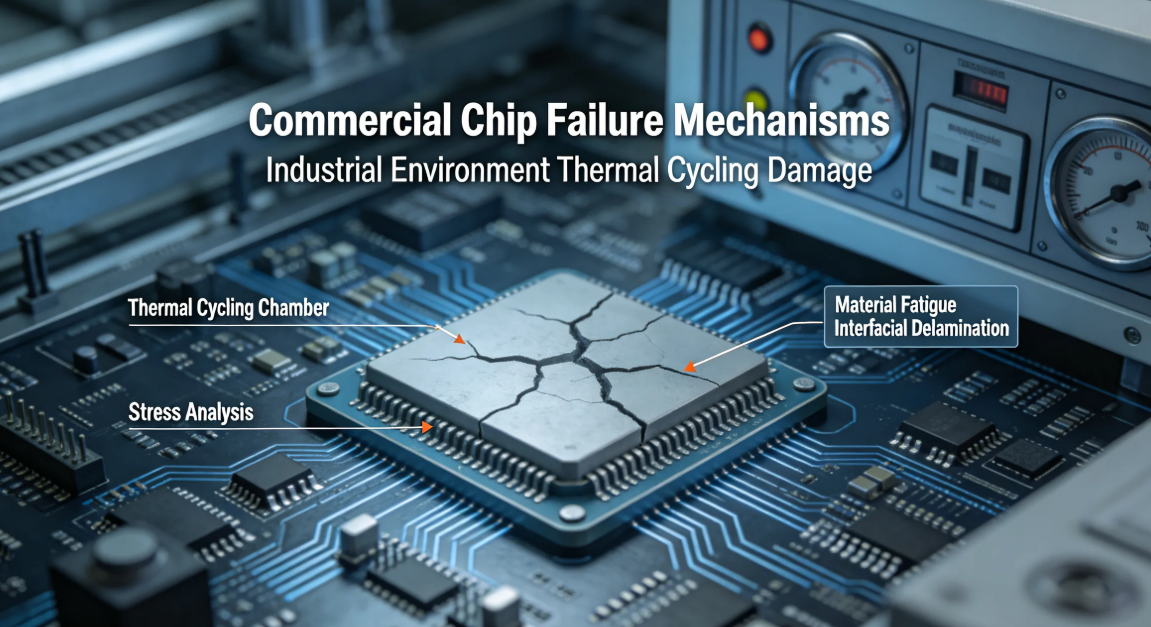
รูปที่ 2: ชิปเกรดเชิงพาณิชย์ที่อยู่ภายใต้โปรไฟล์การหมุนเวียนความร้อนในอุตสาหกรรมแสดงความล้าของข้อต่อบัดกรีและการกัดกร่อนของแผ่นบอนด์ที่เซมิคอนดักเตอร์เกรดอุตสาหกรรมได้รับการออกแบบทางวิศวกรรมให้ต้านทาน
ข้อมูลจําเพาะของชิปอุตสาหกรรมและเชิงพาณิชย์: ความแตกต่างที่สําคัญ
ต่อไปนี้ การเปรียบเทียบข้อมูลจําเพาะแบบเคียงข้างกัน ให้ข้อมูลอ้างอิงทางเทคนิคที่วิศวกรต้องการเมื่อประเมิน ข้อกําหนดด้านความน่าเชื่อถือของเซมิคอนดักเตอร์ สําหรับการออกแบบแบบฝังตัว ข้อมูลสะท้อนถึงคุณสมบัติมาตรฐานอุตสาหกรรมจากผู้ผลิตไมโครคอนโทรลเลอร์ชั้นนําและ IC การจัดการพลังงาน
| ชิปเกรดเชิงพาณิชย์ | ชิปเกรดอุตสาหกรรม | |
|---|---|---|
| ช่วงอุณหภูมิในการทํางาน | 0°C ถึง +70°C | -40°C ถึง +85°C (มาตรฐาน) -40°C ถึง +125°C (ปรับปรุง) |
| ช่วงอุณหภูมิการจัดเก็บ | -25°C ถึง +85°C | -65°C ถึง +150°C |
| ความต้านทานความชื้น | 40%–60% RH ทั่วไป | RH สูงถึง 95% ไม่ค วบแน่นความไวต่อความชื้น ระดับ 1–2 |
| Shock & Vibration (ขณะทํางาน) | ไม่ระบุ / 1 Grms | 5 Grms การสั่นสะเทือน แบบสุ่ม 50 G ช็อตทางกล |
| MTBF (คาดการณ์) | 150,000–250,000 ชั่วโมง | 500,000–1,000,000+ ชั่วโมง |
| การรับประกันวงจรชีวิตผลิตภัณฑ์ | 2–3 ปีทั่วไป | 10–15 ปี (โปรแกรม LTV) |
| การรับรองคุณภาพ | เจเดค J-STD-020 | IEC 60730 คลาส B/C AEC-Q100 (สอดคล้องกับยานยนต์) IPC-A-610 คลาส 3 |
| เบิร์นอิน / การคัดกรอง | QA ตามตัวอย่าง | เบิร์นอิน 100% ที่อุณหภูมิ 125°C (อุปกรณ์เสริม) คุณสมบัติ HTOL เพิ่มเติม |
| วัสดุบรรจุภัณฑ์ | สารประกอบการขึ้นรูปมาตรฐาน | การ ขึ้นรูปอีพ็อกซี่ Tg สูงโลหะผสมลีดเฟรมที่ได้รับการปรับปรุง |
| ราคาต่อหน่วยพรีเมี่ยม | พื้นฐาน (1.0×) | 1.2×–2.5× ขึ้นอยู่กับระดับเสียง |
ข้อมูลเชิงลึกที่สําคัญจากการวิเคราะห์ของเรา:
- เดลต้าช่วงอุณหภูมิ เป็นข้อกําหนดที่สําคัญที่สุดเพียงอย่างเดียว
- MCU เกรดเชิงพาณิชย์ที่จุดเชื่อมต่อ 85°C ทํางาน 15°C เกินกว่าซองจดหมายที่ผ่านการตรวจสอบแล้ว
- แบบจําลองความน่าเชื่อถือของเซมิคอนดักเตอร์คาดการณ์ 2.5× การเร่งความเร็วในกลไกการสึกหรอ ภายใต้สภาวะเหล่านี้
- ช่องว่าง MTBF (250K เทียบกับ 1M+ ชั่วโมง) แปลโดยตรงกับความถี่ในการให้บริการภาคสนามและการรับประกัน
เกณฑ์การเลือกชิป: เมทริกซ์การตัดสินใจเชิงกลยุทธ์
การเลือกระหว่าง ชิปเกรดอุตสาหกรรมและเกรดเชิงพาณิชย์ ต้องใช้กรอบงานที่มีโครงสร้าง ไม่ใช่ความรู้สึกในสัญชาตญาณ ในการให้คําปรึกษาของเรา เราปรับใช้ รูปแบบการให้คะแนนถ่วงน้ําหนักห้าปัจจัย
ปัจจัยการคัดเลือกที่สําคัญห้าประการ
- โปรไฟล์ความเครียดด้านสิ่งแวดล้อม: แคตตาล็อกอุณหภูมิแวดล้อมต่ําสุดและสูงสุดความชื้นสุดขั้วระดับการสั่นสะเทือนและการสัมผัสกับสารปนเปื้อนทางเคมี
- การจําแนกประเภทความสําคัญของภารกิจ: พิจารณาว่าความล้มเหลวก่อให้เกิดความเสี่ยงด้านความปลอดภัย การไม่ปฏิบัติตามกฎระเบียบ หรือการหยุดทํางานที่ส่งผลกระทบต่อรายได้หรือไม่
- ข้อกําหนดของวงจรชีวิตผลิตภัณฑ์: กําหนดช่วงการผลิตที่คาดหวังและอายุการใช้งานของผู้ใช้ปลายทาง การใช้งานในอุตสาหกรรมมักต้องใช้เวลา 10-20 ปี
- ต้นทุนรวมในการเป็นเจ้าของ Horizon: ต้นทุนแบบจําลองตลอดวงจรชีวิต ไม่ใช่แค่ BOM เท่านั้น รวมถึงความน่าจะเป็นของความล้มเหลว การรับประกัน และภาระการบํารุงรักษา
- ความต้องการความยืดหยุ่นของห่วงโซ่อุปทาน: ประเมินว่าจําเป็นต้องมีการรับประกันความพร้อมใช้งานในระยะยาว ตัวเลือกแหล่งที่สอง และโปรแกรม LTV ของผู้ผลิตหรือไม่
การเปรียบเทียบ TCO 5 ปี: สถานการณ์การปรับใช้ PLC
โมเดลต่อไปนี้สะท้อนถึงข้อมูลโครงการที่รวบรวมจากลูกค้าระบบอัตโนมัติทางอุตสาหกรรมของเรา
| องค์ประกอบต้นทุน (ขอบฟ้า 5 ปี) | โซลูชันเกรดเชิงพาณิชย์ | โซลูชันระดับอุตสาหกรรม |
|---|---|---|
| ต้นทุน BOM (1,000 หน่วย/ปี) | $18,500 | $31,000 (+68%) |
| คุณสมบัติ & NRE (ตัดจําหน่าย) | 4,200 บาท | $10,000 |
| อัตราความล้มเหลวของฟิลด์ (รายปี) | 3.8% (38 หน่วย) | 0.4% (4 หน่วย) |
| ค่าซ่อม / เปลี่ยนโดยเฉลี่ย | $285 ต่อเหตุการณ์ | $265 ต่อเหตุการณ์ |
| ต้นทุนการหยุดทํางาน (บริบทการผลิต) | $42,000/ปี | $3,200/ปี |
| การเรียกร้องการรับประกันและการประมวลผล RMA | $11,400/ปี | $1,100/ปี |
| ต้นทุนการออกแบบใหม่ (คาดว่าจะมีเหตุการณ์ EOL 1 ครั้ง) | $68,000 (ครั้งเดียว) | $0 |
| บัฟเฟอร์ความเสี่ยงความล้าสมัยของสินค้าคงคลัง | $200,000 | $1,200 |
| ต้นทุนรวมในการเป็นเจ้าของ 5 ปี | $267,100 | $188,300 |
| การประหยัด TCO ด้วยเกรดอุตสาหกรรม | — | $78,800 (ลด 29.5%) |
"จุดครอสโอเวอร์ TCO มักเกิดขึ้นระหว่างเดือนที่ 14 ถึงเดือนที่ 22 ในการปรับใช้ระบบอัตโนมัติทางอุตสาหกรรม โซลูชันเซมิคอนดักเตอร์ระดับอุตสาหกรรมจะสร้างการประหยัดสุทธิที่ทบต้นทุกปี"
คําแนะนําของเรา: ใช้เฟรมเวิร์กนี้ในระหว่าง ขั้นตอนสถาปัตยกรรม ของวงจรการออกแบบของคุณ การปรับปรุงความน่าเชื่อถือทางอุตสาหกรรมให้เป็น BOM ระดับเชิงพาณิชย์นั้นมีราคาแพงกว่าการออกแบบตั้งแต่เริ่มต้นเสมอ
กรณีการใช้งานแนวตั้ง: ที่ชิปอุตสาหกรรมให้ ROI ที่วัดได้
ทฤษฎีตรวจสอบความถูกต้องในทางปฏิบัติ กรณีศึกษาอุตสาหกรรมแนวดิ่ง สามรายการต่อไปนี้แสดงให้เห็นว่า การเลือกเซมิคอนดักเตอร์ระดับอุตสาหกรรม แปลเป็นผลลัพธ์ทางธุรกิจเชิงปริมาณได้อย่างไร ข้อมูลทั้งหมดรวบรวมจากโครงการที่ทีมวิศวกรของเราสนับสนุนในช่วง 36 เดือนที่ผ่านมา
กรณีการใช้งาน 1: ระบบอัตโนมัติทางอุตสาหกรรม — ตัวควบคุมการเคลื่อนไหวที่แม่นยํา
บริบทการใช้งาน:
- OEM ระบบอัตโนมัติระดับเยอรมัน
- ตัวควบคุมเซอร์โวไดรฟ์สําหรับโรงงานปั๊มทั่วเอเชียตะวันออกเฉียงใต้
- อุณหภูมิแวดล้อม: 15 ° C ถึง 55 ° C
- การปนเปื้อนของฝุ่นโลหะและการสัมผัสกับการสั่นสะเทือนอย่างต่อเนื่อง
ปัญหาเกี่ยวกับแนวทางระดับเชิงพาณิชย์:
- ต้นแบบเริ่มต้นใช้ ARM Cortex-M4 ที่ได้รับการจัดอันดับเชิงพาณิชย์
- ภายใน 6 เดือน 12% ของยูนิตแสดงการดริฟท์ ADC ทําให้เกิดข้อผิดพลาดในการวางตําแหน่ง
- สาเหตุที่แท้จริง: การเสื่อมสภาพของแรงดันไฟฟ้าอ้างอิงที่เกิดจากอุณหภูมินอกซองข้อกําหนดเชิงพาณิชย์
โซลูชันระดับอุตสาหกรรม:
- การย้ายไปยังตัวแปรที่ได้รับการจัดอันดับอุตสาหกรรมที่มีการทํางาน -40°C ถึง +105°C
- การชดเชยอุณหภูมิในตัวและความทนทานของ EMI ที่เพิ่มขึ้น
- คุณสมบัติ AEC-Q100 เกรด 1 สําหรับศักยภาพครอสโอเวอร์ยานยนต์ในอนาคต
ผลลัพธ์เชิงปริมาณ:
- อัตราความล้มเหลวของภาคสนาม: ลดลงจาก 12% เป็น 0.6% ต่อปี
- MTBF: ปรับปรุงจาก 87,000 ชั่วโมงเป็น 520,000 ชั่วโมง
- การเรียกร้องการรับประกันของลูกค้า: ลดลง 94% เมื่อเทียบเป็นรายปี
- การรักษาความสําเร็จในการออกแบบ: OEM ได้รับสัญญาจัดหา 3 ปีกับยานยนต์รายใหญ่ระดับ 1
กรณีการใช้งาน 2: ECU ยานยนต์ — ระบบจัดการแบตเตอรี่ (BMS)
บริบทการใช้งาน:
- การเริ่มต้น EV ต้องใช้ ตัวควบคุม BMS ภายในกล่องหุ้มแบตเตอรี่
- อุณหภูมิสูงถึง 90°C ระหว่างรอบการชาร์จอย่างรวดเร็ว
- ต้องมีเอกสารตรวจสอบย้อนกลับและความปลอดภัยของยานยนต์อย่างเต็มรูปแบบ
ปัญหาเกี่ยวกับแนวทางระดับเชิงพาณิชย์:
- ไอซีเชิงพาณิชย์ไม่มี คุณสมบัติ AEC-Q100
- ไม่มี เอกสาร PPAP, การรายงานข้อบกพร่อง (8D) หรือ การตรวจสอบย้อนกลับ
- จะปิดกั้นการรับรองยานยนต์โดยสิ้นเชิง
โซลูชันระดับอุตสาหกรรม/ยานยนต์:
- AEC-Q100 เกรด 0 ผ่านการรับรอง PMIC และ MCU Combo
- รองรับความปลอดภัยในการทํางาน ISO 26262 เต็มรูปแบบ สูงสุด ASIL-B
ผลลัพธ์เชิงปริมาณ:
- อัตราความล้มเหลวของภาคสนามมากกว่า 150,000 หน่วย: 0 ppm (รายงานความล้มเหลวเป็นศูนย์)
- ระยะเวลาการรับรอง: ลดลง 4 เดือน เนื่องจากเอกสารที่มีอยู่แล้ว
- การหลีกเลี่ยงต้นทุนความรับผิดโดยประมาณ: 2.1 ล้านดอลลาร์ในช่วง 5 ปี
กรณีการใช้งาน 3: พลังงานหมุนเวียน — อินเวอร์เตอร์สตริงพลังงานแสงอาทิตย์
บริบทการใช้งาน:
- อินเวอร์เตอร์สตริง 125kW พร้อมเป้าหมาย อายุการใช้งาน 25 ปี
- ภูมิอากาศทะเลทราย: ดูไบ แอริโซนา ราชสถาน
- ข้อกําหนดในการหมุนเวียนความร้อนและการสัมผัสรังสียูวีที่รุนแรง
ปัญหาเกี่ยวกับแนวทางระดับเชิงพาณิชย์:
- เซมิคอนดักเตอร์กําลังเชิงพาณิชย์ขาด การปิดผนึกแบบสุญญากาศ และ ความทนทานในการหมุนเวียนด้วยความร้อน
- ไม่มีข้อผูกมัดความพร้อมใช้งาน 15+ ปี สําหรับโครงสร้างพื้นฐานพลังงานแสงอาทิตย์
- ความชื้น + การหมุนเวียนความร้อนทําให้เกิดการหลุดลอกในบรรจุภัณฑ์มาตรฐาน
โซลูชันระดับอุตสาหกรรม:
- DSP ระดับอุตสาหกรรมพร้อมแผ่นระบายความร้อนที่ได้รับการปรับปรุง
- ไดรเวอร์ IGBT สุญญากาศที่ผ่านการรับรอง IEC 60730 คลาส B
- โปรแกรมอายุยืน 15 ปี จากผู้จําหน่ายซิลิคอนจนถึงปี 2040
ผลลัพธ์เชิงปริมาณ:
- MTBF ที่คาดการณ์ไว้: >600,000 ชั่วโมง ที่อุณหภูมิแวดล้อม 45°C (ตาม Telcordia SR-332)
- ข้อกําหนดการสํารองการรับประกัน: ลดลง 37%
- ผลกระทบของ LCOE: มีส่วนช่วยลดต้นทุนพลังงาน 0.3 ¢/kWh
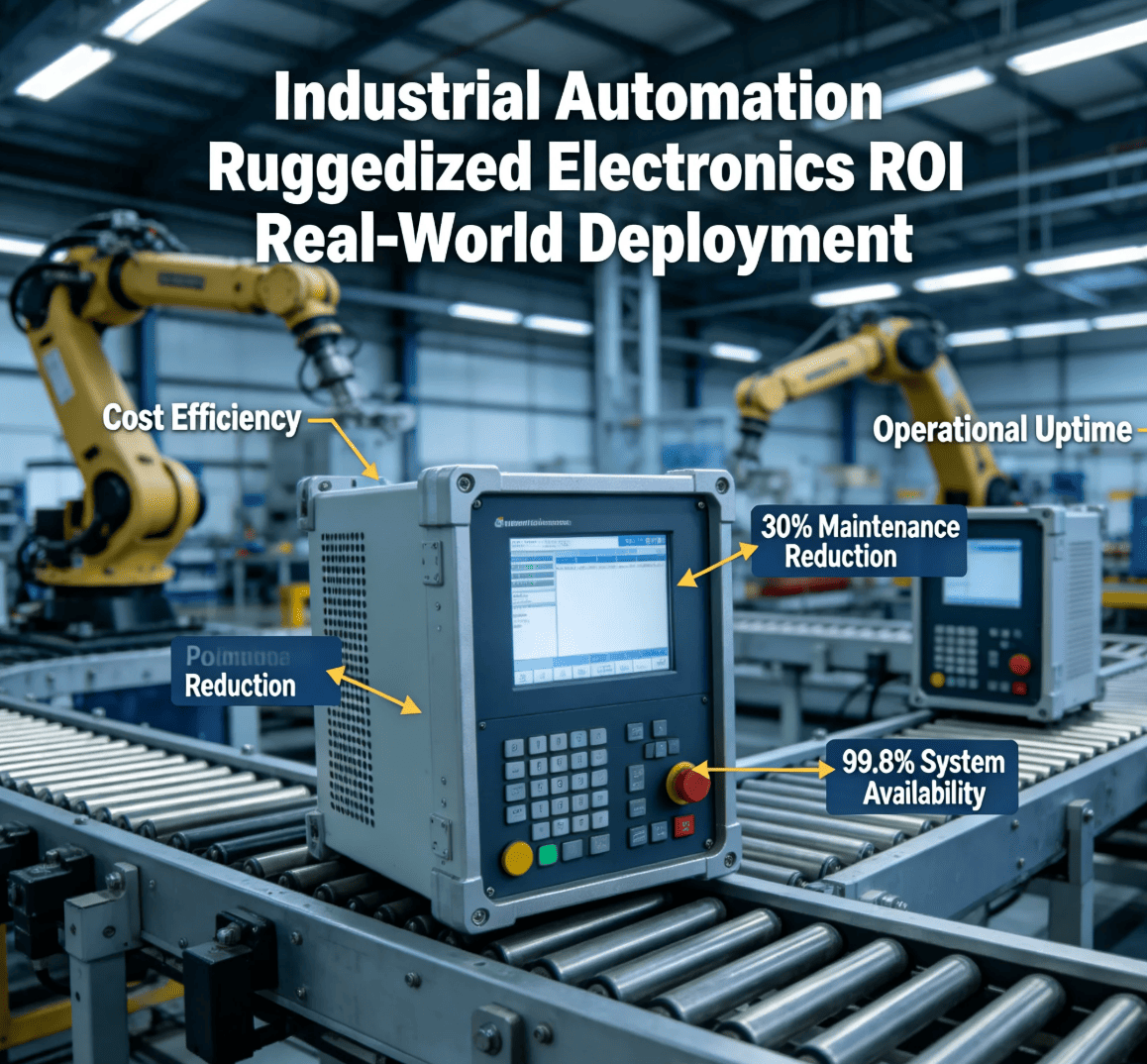
รูปที่ 3: ชิประดับอุตสาหกรรมที่ปรับใช้ในการควบคุมการเคลื่อนไหวที่แม่นยํา BMS ยานยนต์ และอินเวอร์เตอร์พลังงานแสงอาทิตย์ให้ ROI ที่วัดได้ผ่านอัตราความล้มเหลวของภาคสนามที่ลดลงอย่างมากและยืดอายุการใช้งาน
"ในสามแนวดิ่งนี้ รูปแบบจะเหมือนกัน: การเลือกเซมิคอนดักเตอร์ระดับอุตสาหกรรม ล่วงหน้าช่วยขจัดภาษีความล้มเหลวที่ไอซีเกรดเชิงพาณิชย์กําหนดให้กับระบบที่มีความสําคัญต่อภารกิจ ROI ไม่ได้เกิดขึ้นเป็นเหตุการณ์เดียว แต่เป็นการไม่มีเหตุการณ์หายนะ"
ผู้คนยังถาม: คําถามที่พบบ่อยเกี่ยวกับการเลือกชิปอุตสาหกรรม
ช่วงอุณหภูมิระหว่างชิปเกรดอุตสาหกรรมและชิปเกรดเชิงพาณิชย์ต่างกันอย่างไร?
ชิปเกรดเชิงพาณิชย์ ได้รับการตรวจสอบอุณหภูมิในการทํางานแวดล้อม 0°C ถึง +70°C ชิปเกรดอุตสาหกรรม ขยายช่วงนี้เป็น -40°C ถึง +85°C สําหรับการใช้งานในอุตสาหกรรมมาตรฐาน และสูงถึง -40°C ถึง +125°C สําหรับรุ่นที่ได้รับการปรับปรุงหรือสอดคล้องกับยานยนต์
ส่วนขยาย 40°C ที่ปลายทั้งสองข้างนี้ต้องการความแตกต่างโดยพื้นฐาน:
- วิธีการ Silicon binning
- การเลือกวัสดุบรรจุภัณฑ์
- โปรโตคอลการทดสอบและรอบการเบิร์นอิน
ในการประเมินห้องระบายความร้อนของเราอุปกรณ์เกรดเชิงพาณิชย์เริ่มจัดแสดง:
- การละเมิดเวลาที่อุณหภูมิ -10°C
- กระแสไฟรั่วที่มากเกินไปสูงกว่าอุณหภูมิทางแยก 80 °C
- การดริฟท์แบบพาราเมตริกเกินขีดจํากัดของแผ่นข้อมูลที่อุณหภูมิสุดขั้ว
ฉันสามารถใช้ชิปเกรดเชิงพาณิชย์ในงานอุตสาหกรรมเพื่อลดต้นทุน BOM ได้หรือไม่?
เป็นไปได้ทางเทคนิคในกรณีที่กําหนดไว้อย่างแคบ มีความเสี่ยงเชิงกลยุทธ์ส่วนใหญ่ หากแอปพลิเคชันของคุณทํางานในสภาพแวดล้อมที่มีการควบคุมสภาพอากาศ (สภาพแวดล้อม 20°C–25°C) ไม่มีการสั่นสะเทือน และมีผลต่อความล้มเหลวต่ํา ชิปเกรดเชิงพาณิชย์ก็เพียงพอแล้ว
ความเสี่ยง amplifiers เพื่อประเมิน:
- แม้แต่โรงงานที่มีการควบคุมสภาพอากาศก็ยังประสบกับ อุณหภูมิเบี่ยงเบน ระหว่างการบํารุงรักษา HVAC หรือโหลดสูงสุดในฤดูร้อน
- EOL ชิปเชิงพาณิชย์ บังคับให้มีการออกแบบใหม่ที่ทําให้การประหยัด BOM เริ่มต้นลดลง
- กรมธรรม์ประกันภัยและความรับผิด สําหรับอุปกรณ์อุตสาหกรรมอาจไม่รวมความคุ้มครองหากใช้ส่วนประกอบที่ไม่ใช่เกรดอุตสาหกรรม
- ต้นทุนการส่งคืนภาคสนาม ทวีคูณเมื่อโหมดความล้มเหลวถูกเร่งอุณหภูมิ
คําแนะนําของเรา: ดําเนินการ การวิเคราะห์ผลกระทบของโหมดความล้มเหลว (FMEA) ก่อนที่จะเบี่ยงเบนไปจากข้อกําหนดระดับอุตสาหกรรม ใน 89% ของกรณีที่เราได้วิเคราะห์ ต้นทุนที่ปรับความเสี่ยงสนับสนุนการเลือกระดับอุตสาหกรรม
วิศวกรควรให้ความสําคัญกับการรับรองใดในการเลือกเซมิคอนดักเตอร์อุตสาหกรรม
ข้อกําหนดการรับรองจะแตกต่างกันไปตามแนวดิ่งของอุตสาหกรรม แต่มาตรฐานเหล่านี้เป็นมาตรฐานที่สําคัญที่สุด:
- IEC 60730 คลาส B หรือ C: บังคับสําหรับการควบคุมที่มีความสําคัญต่อความปลอดภัย (เครื่องใช้ไฟฟ้า, HVAC, ระบบอัตโนมัติทางอุตสาหกรรม)
- AEC-Q100: จําเป็นสําหรับยานยนต์ OEM อุตสาหกรรมที่แสวงหาส่วนต่างความน่าเชื่อถือสูงสุดได้รับการยอมรับมากขึ้น
- IPC-A-610 Class 3: กําหนดเกณฑ์การยอมรับสําหรับชุดประกอบอิเล็กทรอนิกส์ประสิทธิภาพสูง
- JEDEC J-STD-020 / J-ESD22: มาตรฐานความไวต่อความชื้นและการป้องกัน ESD
- ISO 26262: ความปลอดภัยในการทํางานสําหรับยานยนต์และเครื่องจักรที่มีลูปควบคุมที่มีความสําคัญต่อความปลอดภัย
- Telcordia SR-332 / MIL-HDBK-217: วิธีการคาดการณ์ความน่าเชื่อถือสําหรับการคํานวณ MTBF
MTBF เปรียบเทียบระหว่างชิปเกรดอุตสาหกรรมและเกรดเชิงพาณิชย์อย่างไร?
โดยทั่วไปชิปเกรดอุตสาหกรรมจะแสดงให้เห็นถึง MTBF ที่คาดการณ์ไว้สูงกว่า 3× ถึง 5× เมื่อเทียบกับชิปเทียบเท่าเกรดเชิงพาณิชย์ ในชุดข้อมูลของเรา:
- MCU เกรดเชิงพาณิชย์: MTBF 150,000–250,000 ชั่วโมง ในสภาพแวดล้อมที่ไม่เป็นพิษเป็นภัย
- MCU ระดับอุตสาหกรรม: 500,000–1,000,000+ ชั่วโมง MTBF ตลอดช่วง -40°C ถึง +85°C
- เกรดยานยนต์ (AEC-Q100): >MTBF 1,000,000 ชั่วโมง พร้อมการตรวจสอบย้อนกลับเอกสารฉบับสมบูรณ์
ข้อแม้ที่สําคัญ: MTBF เป็นการคาดการณ์ทางสถิติ ไม่ใช่การรับประกัน เราแนะนําให้เสริมการวิเคราะห์ MTBF ด้วย การทดสอบอายุการใช้งานแบบเร่งรัด (ALT) เฉพาะสําหรับโปรไฟล์การใช้งานของคุณ
ทําไมชิปอุตสาหกรรมถึงมีระยะเวลารอคอยนานขึ้นและราคาสูงขึ้น?
ปัจจัยโครงสร้างสามประการขับเคลื่อนระดับพรีเมียมระดับอุตสาหกรรม:
- รอบคุณสมบัติเพิ่มเติม: อุปกรณ์ระดับอุตสาหกรรมแต่ละเครื่องต้องผ่านการทดสอบมากกว่าอุปกรณ์เชิงพาณิชย์ 2×–4× ชั่วโมง
- ปริมาณการผลิตที่ลดลง: ชิปอุตสาหกรรมจัดส่งเป็นล้าน ชิปเชิงพาณิชย์หลายพันล้าน—การประหยัดจากขนาดแตกต่างกันอย่างมาก
- ต้นทุนวัสดุ: สารประกอบการขึ้นรูป Tg สูง เฟรมตะกั่วที่ได้รับการปรับปรุง และวัสดุปิดผนึกสุญญากาศมีราคาสูงกว่าบรรจุภัณฑ์มาตรฐาน
อย่างไรก็ตาม อัตราส่วนราคาต่อมูลค่าจะกลับด้าน เมื่อคํานวณ TCO:
- โดยทั่วไปเบี้ยประกันภัยราคาต่อหน่วย 20-150% จะได้รับการกู้คืนภายใน 18-24 เดือน
- หลีกเลี่ยงการหยุดทํางาน ประหยัดการรับประกัน และการกําจัดวงจรการออกแบบใหม่ทุกปี
- โปรแกรมความพร้อมใช้งานในระยะยาวช่วยขจัดการรีสปินที่ขับเคลื่อนด้วย EOL โดยสิ้นเชิง
ชิปเกรดยานยนต์และเกรดอุตสาหกรรมต่างกันอย่างไร?
ชิปเกรดยานยนต์ (ผ่านการรับรอง AEC-Q100) แสดงถึงข้อกําหนดระดับอุตสาหกรรมที่เหนือกว่า ความแตกต่างที่สําคัญ ได้แก่ :
- ช่วงอุณหภูมิ: AEC-Q100 เกรด 0 ขยายได้ถึง +150°C เกินกว่ามาตรฐานอุตสาหกรรม
- ความเข้มงวดของเอกสาร: การส่ง PPAP การตรวจสอบย้อนกลับแบบเต็มรูปแบบ และการรายงานข้อบกพร่อง (8D) เป็นข้อบังคับ
- ความปลอดภัยในการทํางาน: การปฏิบัติตามมาตรฐาน ISO 26262 เป็นมาตรฐานสําหรับยานยนต์ ทางเลือก แต่มีมูลค่ามากขึ้นในอุตสาหกรรม
- เป้าหมายที่ไม่มีข้อบกพร่อง: ห่วงโซ่อุปทานยานยนต์ต้องการอัตราข้อบกพร่อง <10 ppm ขับเคลื่อนการควบคุมกระบวนการที่เข้มงวดยิ่งขึ้น
สําหรับการใช้งานที่ต้องการความน่าเชื่อถือสูงสุดโดยไม่คํานึงถึงอุตสาหกรรม อุปกรณ์ที่ผ่านการรับรอง AEC-Q100 ให้ระดับความเชื่อมั่นสูงสุด ที่มีอยู่ในตลาดเซมิคอนดักเตอร์
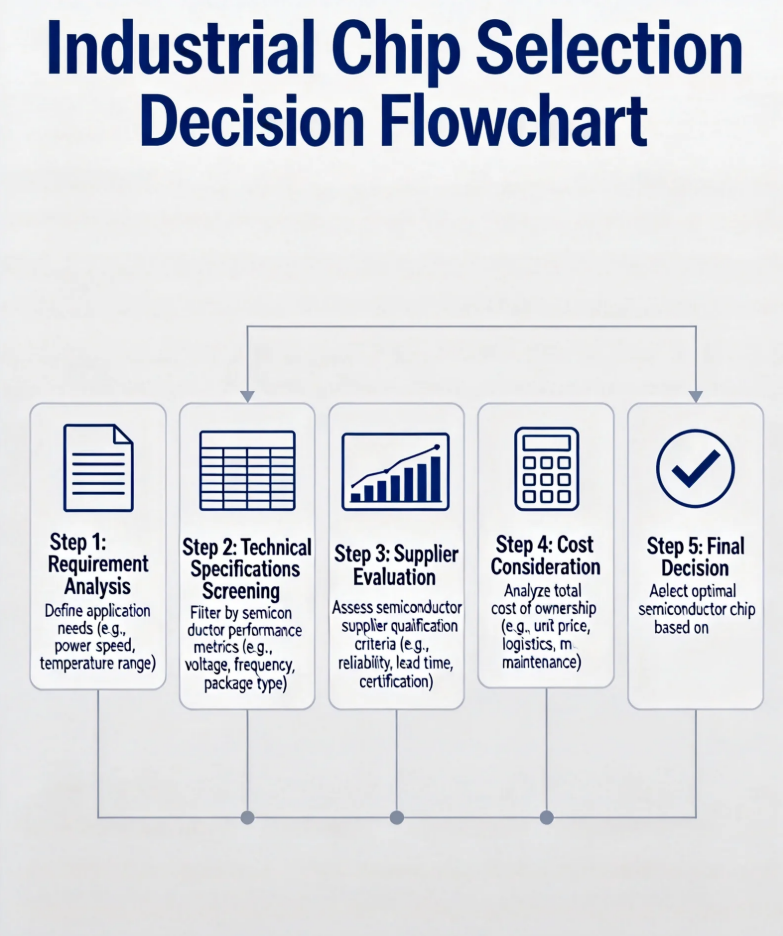
รูปที่ 4: กรอบการตัดสินใจอย่างเป็นระบบสําหรับการเลือกชิปอุตสาหกรรมจะแมปความเครียดจากสิ่งแวดล้อม ความสําคัญของภารกิจ และข้อกําหนดของวงจรชีวิตกับเกรดเซมิคอนดักเตอร์ที่เหมาะสมที่สุด
สรุป: ความน่าเชื่อถือทางวิศวกรรมมากกว่าความสะดวกในการจัดซื้อจัดจ้าง
การตัดสินใจชิประดับอุตสาหกรรมและเกรดเชิงพาณิชย์ เป็นการทดสอบวินัยทางวิศวกรรมในท้ายที่สุด ทีมจัดซื้อเห็นเดลต้าต้นทุนต่อหน่วย 30% วิศวกรด้านความน่าเชื่อถือเห็นว่าอัตราการลดลง 4× การรับประกันความพร้อมใช้งาน 10 ปี และการกําจัดเหตุการณ์การออกแบบใหม่มูลค่า 68,000 ดอลลาร์
มุมมองทั้งสองถูกต้อง มีเพียงหนึ่งเดียวเท่านั้นที่สมบูรณ์
จากประสบการณ์ของเราในการสนับสนุนการออกแบบแบบฝังตัวหลายร้อยรายการในโครงสร้างพื้นฐานระบบอัตโนมัติทางอุตสาหกรรมยานยนต์และพลังงานโครงการที่มี TCO ต่ําที่สุดมีลักษณะเฉพาะอย่างหนึ่ง: เกณฑ์การคัดเลือกเซมิคอนดักเตอร์ถูกกําหนดไว้ที่ขั้นตอนสถาปัตยกรรมระบบ ไม่ใช่ในขั้นตอนการเพิ่มประสิทธิภาพ BOM ชิปเกรดอุตสาหกรรมไม่ใช่รายการค่าใช้จ่าย พวกเขาเป็น ประกันความล้มเหลวของระบบหายนะ—ประกันที่จ่ายเองหลายเท่า
ประเด็นสําคัญสําหรับการออกแบบครั้งต่อไปของคุณ:
- รุ่น TCO 5 ปี ไม่ใช่แค่ต้นทุน BOM ก่อนเลือกเกรดเซมิคอนดักเตอร์
- ระบุ โปรไฟล์ความเครียดด้านสิ่งแวดล้อม ของคุณอย่างตรงไปตรงมา—การเบี่ยงเบนของอุณหภูมิจะทําลายส่วนต่างความน่าเชื่อถือระดับเชิงพาณิชย์
- ต้องการ การรับรอง ที่สอดคล้องกับข้อกําหนดด้านกฎระเบียบของอุตสาหกรรมของคุณ
- มีส่วนร่วมกับวิศวกรรมส่วนประกอบ ในขั้นตอนสถาปัตยกรรม ไม่ใช่ที่ขั้นตอนเค้าโครง PCB
- พิจารณา อุปกรณ์ที่ผ่านการรับรอง AEC-Q100 เป็นเพดานความน่าเชื่อถือ แม้กระทั่งสําหรับการใช้งานที่ไม่ใช่ยานยนต์
หากคุณกําลังประเมินตัวเลือกเซมิคอนดักเตอร์สําหรับระบบฝังตัวทางอุตสาหกรรมถัดไปของคุณ ให้เริ่มต้นด้วยเฟรมเวิร์กห้าปัจจัยที่ระบุไว้ในคู่มือนี้ สร้างแบบจําลอง TCO 5 ปีที่แท้จริงของคุณ ระบุโปรไฟล์ความเครียดจากสิ่งแวดล้อมของคุณอย่างตรงไปตรงมา และต้องการการรับรองที่สอดคล้องกับข้อกําหนดด้านกฎระเบียบและความน่าเชื่อถือของอุตสาหกรรมของคุณ
พร้อมที่จะกําจัดความล้มเหลวของภาคสนามจากการออกแบบแบบฝังตัวของคุณแล้วหรือยัง? ติดต่อทีมวิศวกรรมแอปพลิเคชันของเรา เพื่อรับการตรวจสอบการเลือกเซมิคอนดักเตอร์ฟรี เราจะวิเคราะห์โปรไฟล์ภารกิจ ข้อกําหนดด้านอุณหภูมิ และความต้องการของวงจรชีวิต จากนั้นส่งมอบแผนงานส่วนประกอบที่ผ่านการรับรองพร้อมการสร้างแบบจําลอง TCO เต็มรูปแบบ ไม่มีข้อผูกมัด รับประกันความแม่นยําระดับวิศวกรรม