

บรรจุภัณฑ์ SiC: คู่มือการปฏิบัติสําหรับการออกแบบโมดูลพลังงานและการเลือกวัสดุ
ซิลิคอนคาร์ไบด์ได้ย้ายจากห้องปฏิบัติการวิจัยไปสู่สายการผลิตเร็วกว่าที่คาดการณ์ไว้มากที่สุด แต่นี่คือสิ่งที่ทีมออกแบบมักพลาด: แม่พิมพ์เซมิคอนดักเตอร์เป็นเพียงครึ่งหนึ่งของเรื่องราว บรรจุภัณฑ์รอบชิป SiC นั้นเป็นตัวกําหนดว่าโมดูลพลังงานของคุณบรรลุเป้าหมายด้านความร้อน อยู่รอดจากคุณสมบัติยานยนต์ หรือล้มเหลวในภาคสนามหลังจากหกเดือน
คู่มือนี้จะอธิบายการตัดสินใจที่สําคัญในบรรจุภัณฑ์ SiC ตั้งแต่วัสดุพื้นผิวและการติดแม่พิมพ์ไปจนถึงส่วนต่อประสานความร้อนและการห่อหุ้ม โดยพิจารณาจากสิ่งที่สําคัญจริงๆ ในการใช้งานที่ใช้พลังงานสูงและอุณหภูมิสูง เราจะกล่าวถึงการแลกเปลี่ยนที่เอกสารข้อมูลไม่ได้สะกดเสมอไป และตัวเลือกการออกแบบที่แยกโมดูลที่เชื่อถือได้ออกจากฝันร้ายในการรับประกัน
สารบัญ
- [สิ่งที่ทําให้บรรจุภัณฑ์ SiC แตกต่างจากซิลิกอน] (#1-what-makes-sic-packaging-different-from-silicon)
- [วัสดุบรรจุภัณฑ์ที่สําคัญและขีดจํากัดความร้อน] (# 2 วัสดุบรรจุภัณฑ์ที่สําคัญและขีดจํากัดความร้อน)
- [การเลือกพื้นผิว: DBC, AMB และอลูมิเนียมพันธะโดยตรง] (# 3-substrate-selection-dbc-amb-and-direct-bond-aluminum)
- [เทคโนโลยี Die Attach สําหรับการทํางานที่อุณหภูมิสูง] (# 4-die-attach-technologies-for-high-temperature-operation)
- [กลยุทธ์การจัดการความร้อนในโมดูลพลังงาน SiC] (#5-กลยุทธ์การจัดการความร้อนในโมดูลพลังงาน sic)
- [ความท้าทายด้านความน่าเชื่อถือและโหมดความล้มเหลว] (#6-ความท้าทายด้านความน่าเชื่อถือและความล้มเหลว)
- คําถามที่พบบ่อย
- สรุป
1. สิ่งที่ทําให้บรรจุภัณฑ์ SiC แตกต่างจากซิลิคอน
แม่พิมพ์ซิลิกอนคาร์ไบด์ทํางานที่อุณหภูมิทางแยกซึ่งจะทําลาย IGBT ของซิลิกอนทั่วไป แม้ว่าอุปกรณ์ซิลิกอนอาจได้รับการจัดอันดับที่อุณหภูมิทางแยก 150°C แต่ SiC MOSFET จะทํางานเป็นประจําที่อุณหภูมิ 175°C และสามารถจัดการกับการกระชากชั่วคราวที่สูงกว่า 200°C ความสามารถนี้มีค่า อุณหภูมิในการทํางานที่สูงขึ้นหมายถึงฮีทซิงค์ที่เล็กลงและความหนาแน่นของพลังงานที่ดีขึ้น แต่ก็สร้างความท้าทายที่บรรจุภัณฑ์มาตรฐานไม่ได้ออกแบบมาเพื่อจัดการ
ค่าสัมประสิทธิ์การขยายตัวทางความร้อน (CTE) ที่ไม่ตรงกันกลายเป็นสิ่งสําคัญ แม่พิมพ์ SiC มีค่า CTE ประมาณ 4.2 ppm/°C ในขณะที่วัสดุบรรจุภัณฑ์แบบดั้งเดิม เช่น พื้นผิว FR-4 หรือโลหะผสมบัดกรีมาตรฐานมี CTE สูงกว่าสองถึงห้าเท่า ทุกรอบการระบายความร้อน ไม่ว่าจะเป็นการเริ่มต้น การเปลี่ยนโหลด การปิดเครื่อง จะสร้างความเครียดเชิงกลที่อินเทอร์เฟซ กว่าหลายพันรอบในงานยานยนต์หรืออุตสาหกรรมความเครียดเหล่านี้ทําให้เกิดการหลุดลอกความล้าของบัดกรีหรือการยกพันธะลวด
ความถี่ในการสลับเป็นความแตกต่างที่สําคัญอีกประการหนึ่ง อุปกรณ์ SiC สลับที่ 20 kHz เป็น 100 kHz หรือสูงกว่า เทียบกับ 5-20 kHz สําหรับ IGBT ซิลิคอน การสลับที่เร็วขึ้นช่วยลดการสูญเสีย แต่สร้าง di/dt และ dv/dt ที่สูงขึ้น ซึ่งกําหนดข้อกําหนดที่เข้มงวดมากขึ้นเกี่ยวกับการเหนี่ยวนําปรสิต รูปแบบบรรจุภัณฑ์ ความยาวลวดบอนด์ และการออกแบบบัสบาร์ภายในส่งผลโดยตรงต่อประสิทธิภาพการสลับ แพ็คเกจที่ออกแบบมาไม่ดีสามารถลบล้างข้อได้เปรียบในการสลับที่ทําให้คุณเลือก SiC ตั้งแต่แรก
2. วัสดุบรรจุภัณฑ์ที่สําคัญและขีดจํากัดทางความร้อน
การเลือกวัสดุบรรจุภัณฑ์สําหรับ SiC หมายถึงการตรวจสอบสองสิ่ง: อุณหภูมิในการทํางานสูงสุดและความเข้ากันได้ของ CTE วัสดุโมดูลพลังงานแบบเดิมส่วนใหญ่ได้รับการออกแบบมาสําหรับการทํางาน 125-150°C SiC ต้องการวัสดุที่ยังคงเสถียรที่ 175°C ต่อเนื่อง และสามารถอยู่รอดได้ชั่วคราว 200°C+ โดยไม่เสื่อมสภาพ
| วัสดุ | อุณหภูมิต่อเนื่องสูงสุด (°C) | CTE (ppm/°C) | ประเทศไทย การนําความร้อน (W/m·K) | การใช้งานทั่วไป |
|---|---|---|---|---|
| พื้นผิว AlN | 250 | 250 | 4.5 | 170-180 |
| Al₂O₃ (อลูมินา 96%) | 200 | 200 | 6.8 | 20-25 |
| พื้นผิว Si₃N₄ | 250 | 250 | 3.2 | 85-90 |
| ติดแม่พิมพ์เงินเผา 300 | 300 | 19.7 | 19.7 | 240-250 |
| บัดกรี SAC305 | 150 | 150 | 21.0 | 21.0 |
| ซิลิโคนเจลห่อหุ้ม 200 | 200 | 300 | 300 | 0.2 |
ตารางนี้แสดงให้เห็นว่าเหตุใดอะลูมิเนียมไนไตรด์ (AlN) จึงกลายเป็นพื้นผิวที่เลือกใช้สําหรับโมดูล SiC ประสิทธิภาพสูง CTE ใกล้เคียงกับ SiC เอง และการนําความร้อนนั้นดีกว่าอลูมินา ซิลิคอนไนไตรด์ให้การจับคู่ CTE ที่ดีกว่าและความแข็งแรงเชิงกลที่ยอดเยี่ยม แม้ว่าจะมีราคาสูงกว่าและมีค่าการนําความร้อนต่ํากว่า AlN
การติดแม่พิมพ์เป็นจุดที่โมดูล SiC รุ่นแรกจํานวนมากประสบปัญหา โลหะผสมบัดกรีตะกั่วสูงหรือ SAC แบบดั้งเดิมเริ่มคืบคลานและเมื่อยล้าที่อุณหภูมิสูงกว่า 150 องศาเซลเซียส แม่พิมพ์ซิลเวอร์เผาซึ่งพัฒนาขึ้นในขั้นต้นสําหรับการใช้งานที่มีความน่าเชื่อถือสูงได้กลายเป็นมาตรฐานสําหรับ SiC มีความเสถียรถึง 300 °C มีการนําความร้อนที่ดีเยี่ยม และอยู่รอดจากการหมุนเวียนความร้อนได้ดีกว่าการบัดกรี ข้อเสียคือความซับซ้อนของกระบวนการและความจําเป็นในการใช้แรงกดระหว่างการเผาผนึก แต่สําหรับโมดูล SiC เกรดยานยนต์และอุตสาหกรรมนั้นไม่สามารถต่อรองได้มากขึ้น
3. การเลือกพื้นผิว: DBC, AMB และอลูมิเนียมพันธะโดยตรง
พื้นผิวเป็นกระดูกสันหลังทางกลและความร้อนของโมดูลพลังงาน ให้การแยกไฟฟ้าระหว่างวงจรไฟฟ้าและฮีทซิงค์ในขณะที่นําความร้อนออกจากแม่พิมพ์ เทคโนโลยีสามอย่างมีอิทธิพลเหนือบรรจุภัณฑ์ SiC: ทองแดงผูกมัดโดยตรง (DBC) การประสานโลหะแบบแอคทีฟ (AMB) และอะลูมิเนียมผูกมัดโดยตรง (DBA)
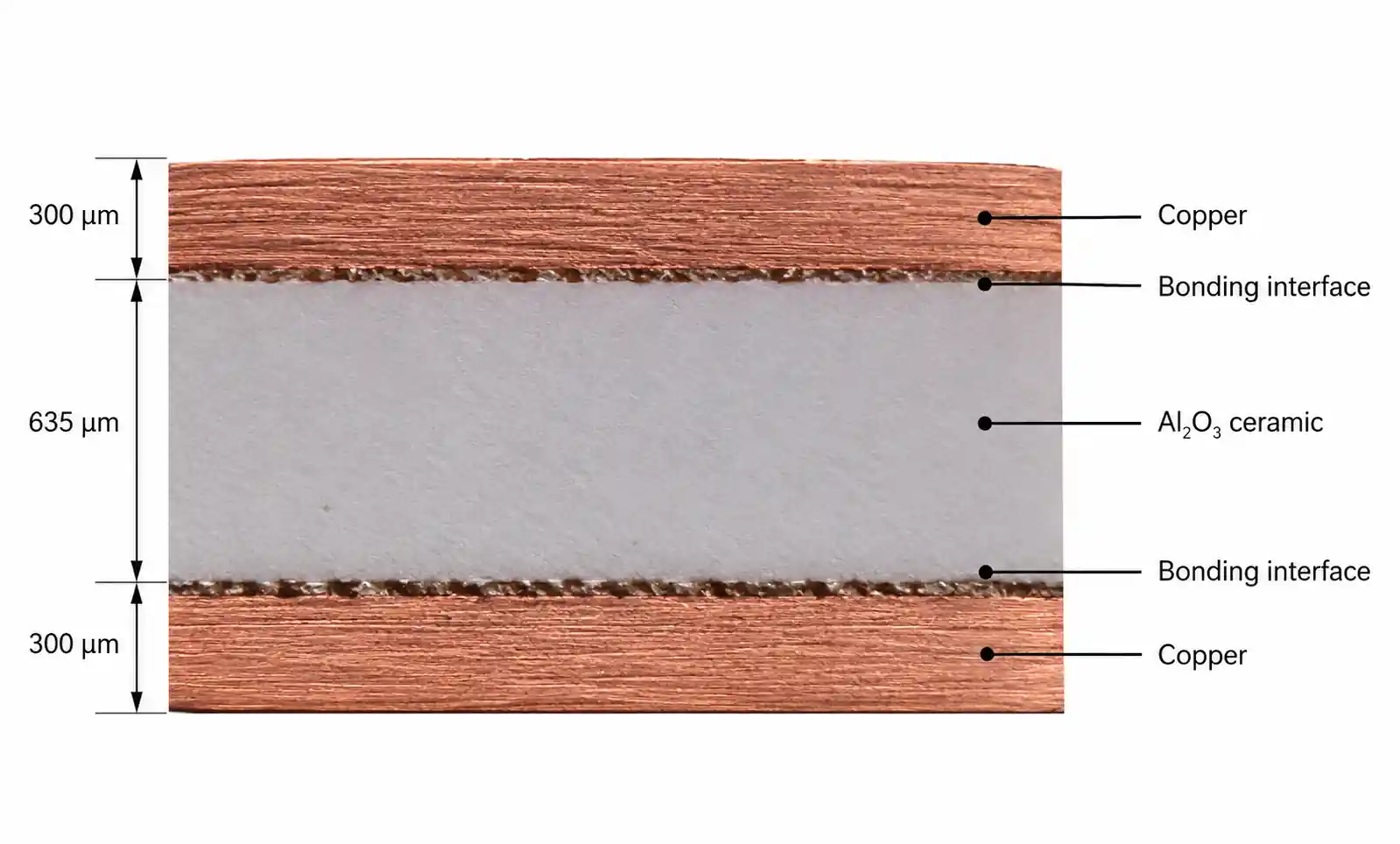
พื้นผิว DBC ใช้กระบวนการยึดติดยูเทคติกเพื่อยึดชั้นทองแดงเข้ากับเซรามิก (โดยทั่วไปคือ Al₂O₃ หรือ AlN) ทองแดงให้การนําไฟฟ้าและช่วยกระจายความร้อนในขณะที่เซรามิกให้ความเป็นฉนวนและเส้นทางความร้อนไปยังแผ่นฐาน DBC บนอลูมินานั้นคุ้มค่าและใช้ได้กับการออกแบบ SiC กําลังปานกลางที่อุณหภูมิทางแยกต่ํากว่า 150°C สําหรับการใช้งานที่ใช้พลังงานสูง DBC on AlN ให้ประสิทธิภาพการระบายความร้อนที่ดีขึ้นและลดอุณหภูมิที่ลดลงทั่วทั้งพื้นผิว
พื้นผิว AMB ใช้ชั้นประสานโลหะที่ใช้งานอยู่เพื่อยึดทองแดงกับเซรามิก ทําให้สามารถใช้วัสดุ เช่น ซิลิกอนไนไตรด์ (Si₃N₄) ที่ยึดติดได้ไม่ดีกับกระบวนการ DBC มาตรฐาน พื้นผิว Si₃N₄ มีความแข็งแรงเชิงกลที่โดดเด่นและทนต่อแรงกระแทกจากความร้อน จึงเหมาะสําหรับการใช้งานที่มีการหมุนเวียนความร้อนอย่างรุนแรง เช่น อินเวอร์เตอร์ฉุดลากหรือมอเตอร์ขับเคลื่อนอุตสาหกรรมที่มีโหลดชั่วคราวบ่อยครั้งและมีขนาดใหญ่ CTE ของ Si₃N₄ นั้นเกือบจะเข้ากันได้ดีกับ SiC ซึ่งแปลว่าอายุการใช้งานของแม่พิมพ์ที่ยาวนานขึ้นและความน่าเชื่อถือในระยะยาวที่ดีขึ้น
พื้นผิว DBA แทนที่ทองแดงด้วยอลูมิเนียมซึ่งมี CTE ใกล้เคียงกับวัสดุเซรามิกและมีมวลต่ํากว่า ความไม่ตรงกันของ CTE ที่ต่ํากว่าช่วยลดความเครียดจากการหมุนเวียนความร้อน และน้ําหนักที่เบากว่าอาจเป็นข้อได้เปรียบในด้านการบินและอวกาศหรือสภาพแวดล้อมที่มีการสั่นสะเทือนสูง อย่างไรก็ตาม อลูมิเนียมมีค่าการนําความร้อนและไฟฟ้าต่ํากว่าทองแดง ดังนั้นโดยทั่วไปแล้ว DBA จะใช้ในการออกแบบที่มีกระแสไฟต่ํา หรือในกรณีที่การจับคู่น้ําหนักและ CTE มีความสําคัญมากกว่าประสิทธิภาพการระบายความร้อนดิบ
| ประเภทพื้นผิว | เซรามิก | โลหะ | CTE (ppm/°C) | ประเทศไทย การนําความร้อน (W/m·K) | ดีที่สุดสําหรับ | |---|---|---|---|---| | DBC เกี่ยวกับ Al₂O₃ | Investing.com อลูมินา | ทองแดง | 6.8 (เซรามิก) | ~20 | พลังงานปานกลางที่อ่อนไหวต่อต้นทุน | | DBC บน AlN | อะลูมิเนียมไนไตรด์ | ทองแดง | 4.5 (เซรามิก) | 170-180 | 170-180 | 170-180 | 170-1 พลังงานสูง ความร้อนที่ดีกว่า | | AMB บน Si₃N₄ | ซิลิคอนไนไตรด์ | ทองแดง | 3.2 (เซรามิก) | 85-90 | ความน่าเชื่อถือสูง การหมุนเวียนด้วยความร้อน | Synology Inc. | DBA | Al₂O₃ หรือ AlN | Al₂O₃ อลูมิเนียม | ตัวแปร | ต่ํากว่า DBC | ไวต่อน้ําหนัก กระแสไฟต่ํา |
เมื่อเลือกวัสดุพิมพ์ การแลกเปลี่ยนที่สําคัญมักจะเป็นประสิทธิภาพการระบายความร้อนเทียบกับความน่าเชื่อถือภายใต้การหมุนเวียนด้วยความร้อน DBC บน AlN ให้การกระจายความร้อนที่ดีที่สุดและความต้านทานความร้อนต่ําที่สุด แต่หากแอปพลิเคชันของคุณเห็นรอบพลังงานหลายพันรอบที่มีอุณหภูมิแกว่งใหญ่ ซึ่งเป็นเรื่องปกติในอินเวอร์เตอร์ฉุดลากยานยนต์ CTE ที่ไม่ตรงกันระหว่างทองแดงและเซรามิกยังคงอาจทําให้เกิดปัญหาในระยะยาวได้ AMB บน Si₃N₄ เสียสละการนําความร้อนบางส่วน แต่ให้ความเสถียรทางกลที่ดีกว่าตลอดอายุการใช้งานของโมดูล
4. เทคโนโลยี Die Attach สําหรับการทํางานที่อุณหภูมิสูง
การติดแม่พิมพ์มักเป็นจุดแรกของความล้มเหลวในโมดูลพลังงาน SiC ส่วนต่อประสานระหว่างแม่พิมพ์และพื้นผิวต้องนําความร้อน ให้การเชื่อมต่อทางไฟฟ้า (ในบางการออกแบบ) และอยู่รอดจากการขยายตัวและการหดตัวทางความร้อนซ้ําๆ โดยไม่แตกร้าวหรือหดตัว การติดแม่พิมพ์แบบบัดกรีแบบดั้งเดิมจะเริ่มล้มเหลวเมื่ออุณหภูมิทางแยกเกิน 150°C เป็นประจํา ซึ่งอยู่ในช่วงการทํางานของอุปกรณ์ SiC
เงินเผาได้กลายเป็นเทคโนโลยีการติดแม่พิมพ์ชั้นนําสําหรับ SiC กระบวนการเผาผนึกใช้อนุภาคเงินและความดัน (โดยทั่วไปคือ 5-40 MPa) ที่อุณหภูมิระหว่าง 250-300°C เพื่อสร้างชั้นเงินแข็งที่มีช่องว่างน้อยที่สุด เมื่อเผาแล้ว ข้อต่อจะเสถียรถึง 300°C หรือสูงกว่า ซึ่งสูงกว่าอุณหภูมิในการทํางานของ SiC ที่สมจริง การนําความร้อนนั้นยอดเยี่ยม - 240 W / m · K หรือดีกว่า - และวัสดุไม่ผ่านการเปลี่ยนเฟสที่ทําให้เกิดความล้าในข้อต่อบัดกรี
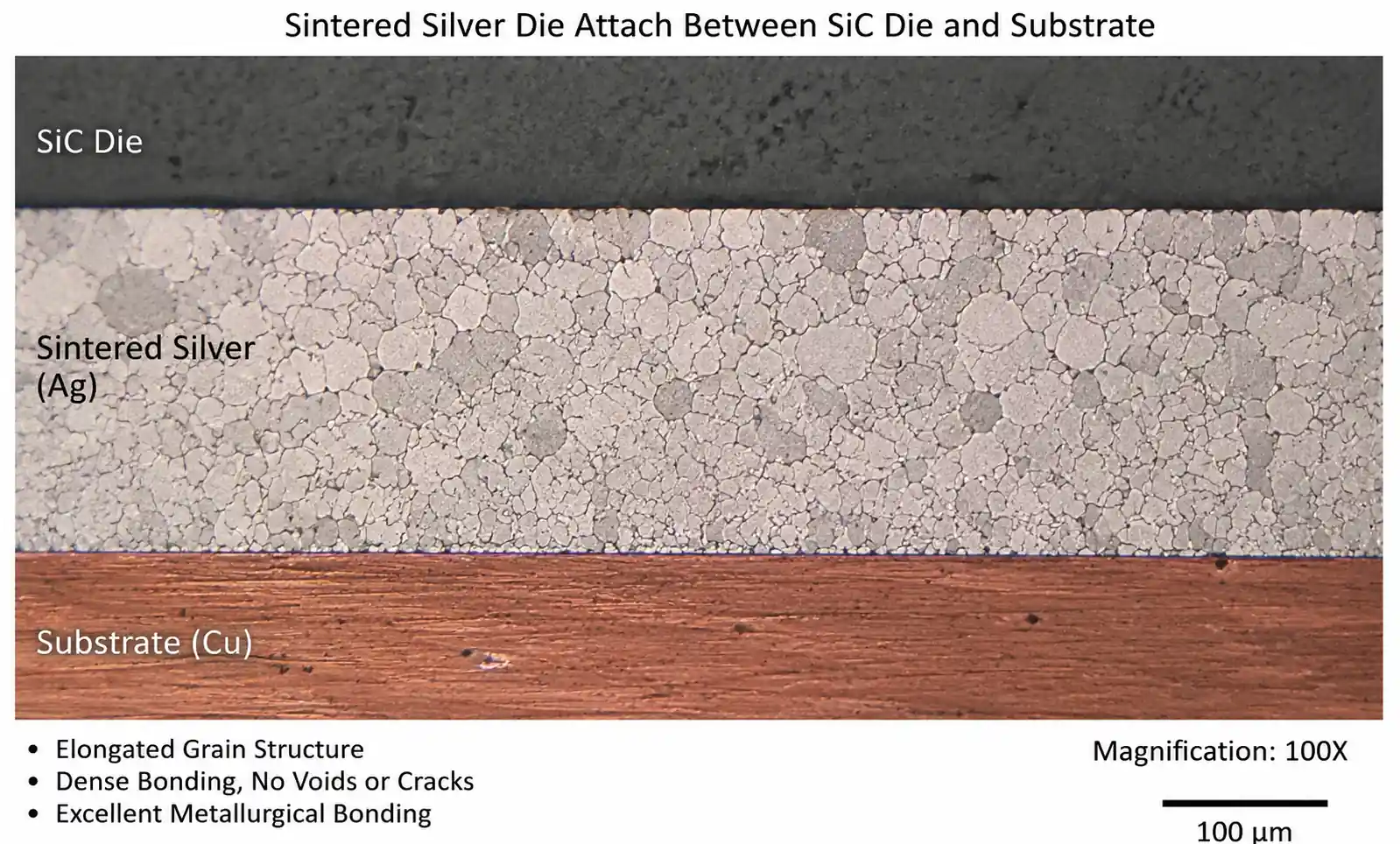
ความท้าทายของเงินเผาคือการควบคุมกระบวนการ ต้องใช้แรงดันในระหว่างการเผาผนึก ซึ่งทําให้ระบบอัตโนมัติซับซ้อนและต้องใช้ฟิกซ์เจอร์เพื่อยึดแม่พิมพ์ให้อยู่ในตําแหน่ง เนื้อหาที่เป็นโมฆะต้องต่ํากว่า 5% สําหรับการใช้งานที่มีความน่าเชื่อถือสูง ช่องว่างเพิ่มความต้านทานความร้อนและสร้างจุดเข้มข้นของความเครียด ผู้ขายบางรายได้พัฒนากระบวนการเผาผนึกแบบไม่ใช้แรงกดโดยใช้เงินแบบพิเศษ แม้ว่าโดยทั่วไปแล้วจะต้องใช้เวลาในกระบวนการนานขึ้นหรืออุณหภูมิที่สูงขึ้น
บัดกรีที่อุณหภูมิสูง เช่น AuSn (ยูเทคติกที่ 280°C) หรือ AuGe บางครั้งใช้แทนเงินเผา โลหะผสมเหล่านี้ยังคงแข็งอยู่เหนืออุณหภูมิในการทํางาน SiC ทั่วไป และหลีกเลี่ยงความต้องการแรงดันของการเผาผนึก อย่างไรก็ตาม บัดกรีที่มีส่วนผสมของทองคํามีราคาแพง และสารประกอบระหว่างโลหะที่เกิดขึ้นระหว่างการบัดกรีอาจเปราะได้ พบได้บ่อยในแอปพลิเคชันที่มีปริมาณน้อยหรือเฉพาะทางซึ่งยอมรับได้ว่ามีค่าใช้จ่ายสูง
สําหรับวิศวกรที่ออกแบบโมดูล SiC ในปัจจุบันแผนผังการตัดสินใจนั้นค่อนข้างตรงไปตรงมา หากแอปพลิเคชันของคุณต้องการความน่าเชื่อถือระดับยานยนต์ (คุณสมบัติ AEC-Q101) หรือการทํางานต่อเนื่องที่อุณหภูมิสูงกว่าอุณหภูมิทางแยก 150°C ให้วางแผนสําหรับซิลเวอร์เผา หากต้นทุนเป็นตัวขับเคลื่อนหลักและการออกแบบระบายความร้อนของคุณทําให้อุณหภูมิของจุดเชื่อมต่อต่ํากว่า 140°C ภายใต้สภาวะที่เลวร้ายที่สุด SAC305 หรือบัดกรีไร้สารตะกั่วที่คล้ายกันยังคงสามารถทํางานได้ แต่คาดว่าจะเห็นอายุการใช้งานที่ลดลงเมื่อเทียบกับเงินเผา
5. กลยุทธ์การจัดการความร้อนในโมดูลพลังงาน SiC
อุปกรณ์ SiC สามารถทํางานที่อุณหภูมิสูงกว่าซิลิกอน แต่นั่นไม่ได้หมายความว่าคุณควรปล่อยให้อุปกรณ์ อุณหภูมิทางแยกส่งผลโดยตรงต่อความน่าเชื่อถือในระยะยาว: อุณหภูมิการทํางานเฉลี่ยที่เพิ่มขึ้นทุกๆ 10°C จะเพิ่มอัตราความล้มเหลวเป็นสองเท่าโดยประมาณเนื่องจากการเร่งความล้าทางความร้อนและกระบวนการแพร่กระจาย การจัดการความร้อนที่มีประสิทธิภาพในบรรจุภัณฑ์ SiC มุ่งเน้นไปที่การลดความต้านทานความร้อนจากจุดเชื่อมต่อไปยังสภาพแวดล้อม และการจัดการภาระความร้อนชั่วคราวระหว่างการสลับ
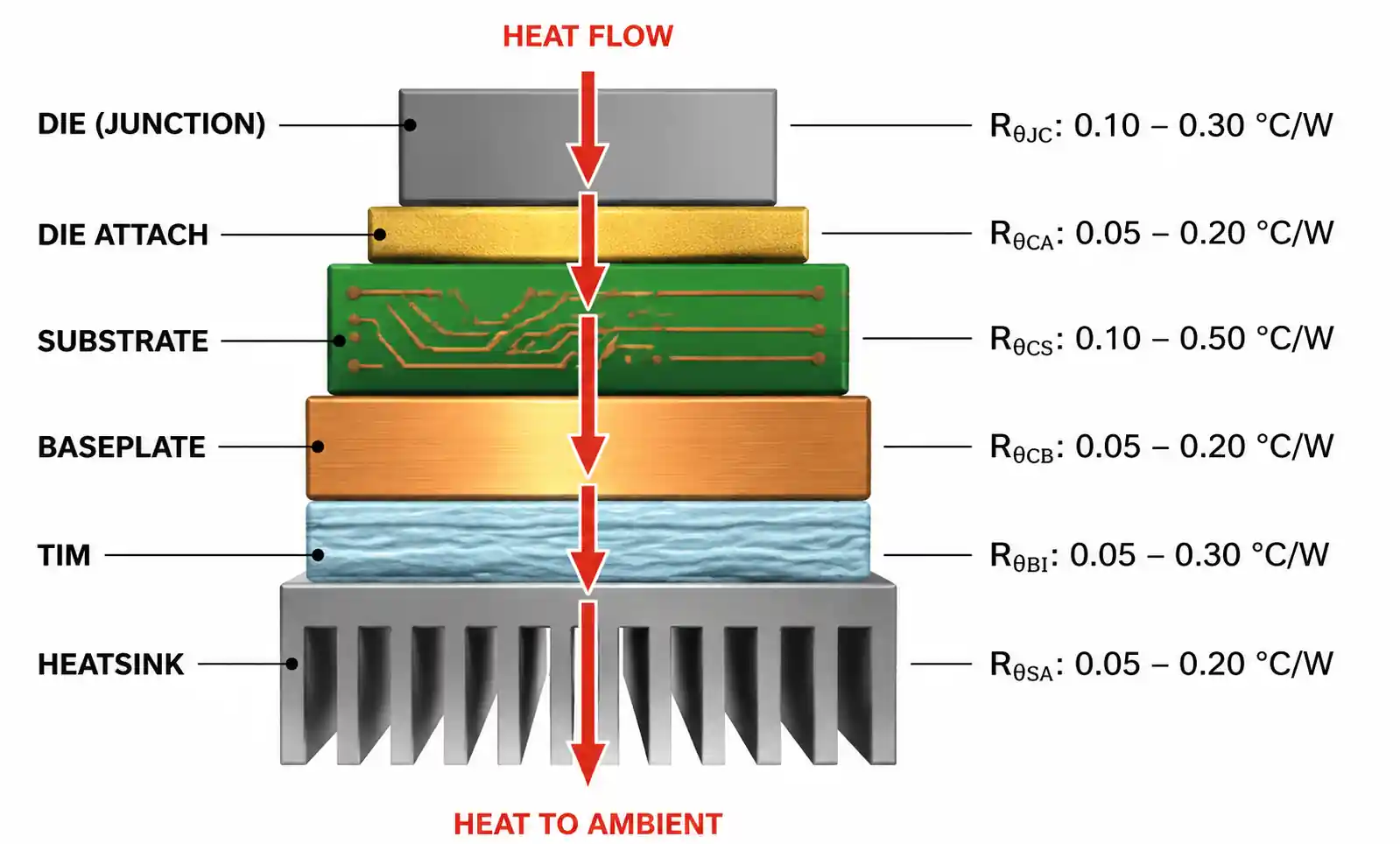
ความต้านทานความร้อนในโมดูลพลังงานเป็นชุดของอินเทอร์เฟซ: แม่พิมพ์กับพื้นผิวพื้นผิวกับแผ่นฐานและแผ่นฐานกับฮีทซิงค์ แต่ละอินเทอร์เฟซเพิ่มความต้านทาน โมดูล SiC ทั่วไปอาจมีความต้านทานความร้อนแบบแยกต่อเคส (R_θJC) ที่ 0.2-0.5 K/W ขึ้นอยู่กับขนาดแม่พิมพ์และวัสดุพื้นผิว อินเทอร์เฟซแบบเคสกับซิงก์ซึ่งครอบงําด้วยวัสดุอินเตอร์เฟซระบายความร้อน (TIM) มักจะเพิ่มอีก 0.05-0.15 K/W ต่อตารางเซนติเมตร การลดความต้านทานเหล่านี้ให้เหลือน้อยที่สุดหมายถึงการเลือกวัสดุอย่างระมัดระวังและควบคุมคุณภาพอินเทอร์เฟซระหว่างการประกอบ
| อินเตอร์เฟซระบายความร้อน | วัสดุ | ความต้านทานความร้อน (K/W ต่อ cm²) | อุณหภูมิสูงสุด (°C) | หมายเหตุ | |---|---|---|---| | ติดตาย (เผา Ag) | ซิลเวอร์ | 0.01-0.03 | 0.01-0.03 | 0.01-0.03 | 0.01- 300 | 300 | ความต้านทานต่ํา ความน่าเชื่อถือสูง | | ติดดาย (SAC305) | ดีบุก-เงิน-ทองแดง 0.03-0.05 | 0.03-0.05 | 0.03-0.05 | 0.03- 150 | 150 | เพียงพอสําหรับการออกแบบที่มีอุณหภูมิต่ํา | พื้นผิว (AlN DBC) | AlN + ทองแดง | 0.08-0.12 | 0.08-0.12 | 0.08-0.12 | 0.08- 250 | 250 | การนําความร้อนที่ดีเยี่ยม | มิซูมิ | TIM (จาระบีระบายความร้อน) | TIM สารประกอบซิลิโคน | 0.10-0.20 | 0.10-0.20 | 0.10-0.20 | 0.10- 150-200 | 150-200 | 150-200 ทาง่ายต้องใช้แรงกด| | TIM (การเปลี่ยนเฟส) | พอลิเมอร์/ขี้ผึ้ง | 0.05-0.10 | 0.05-0.10 | 0.05-0.10 | 0.05- 125-150 | 125-150 | 125-150 | 125-1 เหมาะสําหรับการประกอบอัตโนมัติ | มิซูมิ | TIM (แผ่นกราไฟท์) | กราไฟท์ | 0.08-0.15 | 0.08-0.15 | 0.08-0.15 | 200+ | อุณหภูมิสูง ประสิทธิภาพปานกลาง |
การออกแบบแผ่นฐานยังมีความสําคัญมากกว่าที่นักออกแบบหลายคนคิด แผ่นฐานทองแดงหนา (3-5 มม.) ให้การกระจายความร้อนและความแข็งเชิงกลที่ดี แต่เพิ่มน้ําหนักและต้นทุน การออกแบบที่ใหม่กว่าบางรุ่นใช้แผ่นฐานอะลูมิเนียมพร้อมเม็ดมีดทองแดงใต้ตําแหน่งแม่พิมพ์โดยตรง ซึ่งปรับสมดุลระหว่างประสิทธิภาพการระบายความร้อนกับการลดน้ําหนัก ในการใช้งานที่น้ําหนักเป็นสิ่งสําคัญ เช่น การบินและอวกาศหรือยานยนต์สมรรถนะสูง การออกแบบแบบไม่มีแผ่นฐานจะยึดพื้นผิวเข้ากับฮีทซิงค์หรือแผ่นระบายความร้อนโดยตรง
การจัดการความร้อนชั่วคราวมีความสําคัญไม่แพ้กัน ในระหว่างเหตุการณ์การสลับแบบฮาร์ดการให้ความร้อนเฉพาะที่สามารถสร้างอุณหภูมิที่พุ่งสูงขึ้นซึ่งทําให้แม่พิมพ์ติดและพันธะลวดเครียดแม้ว่าอุณหภูมิทางแยกเฉลี่ยจะยอมรับได้ นี่คือจุดที่มวลความร้อนของวัสดุพิมพ์เข้ามามีบทบาท พื้นผิว AlN แม้จะมีการนําความร้อนที่ดีเยี่ยม แต่ก็มีความจุความร้อนต่ํากว่าอลูมินา สําหรับการใช้งานที่มีกําลังไฟสูงสุดชั่วคราวพื้นผิวที่หนาขึ้นหรือการออกแบบพื้นผิวสองชั้นสามารถดูดซับความร้อนชั่วคราวและลดอุณหภูมิสูงสุดได้
6. ความท้าทายด้านความน่าเชื่อถือและโหมดความล้มเหลว
โมดูลพลังงาน SiC ล้มเหลวด้วยเหตุผลที่คาดเดาได้ และความล้มเหลวส่วนใหญ่ย้อนกลับไปถึงตัวเลือกบรรจุภัณฑ์ที่ทําในช่วงต้นของการออกแบบ การทําความเข้าใจโหมดความล้มเหลวทั่วไปจะช่วยให้คุณออกแบบได้ตั้งแต่เริ่มต้น
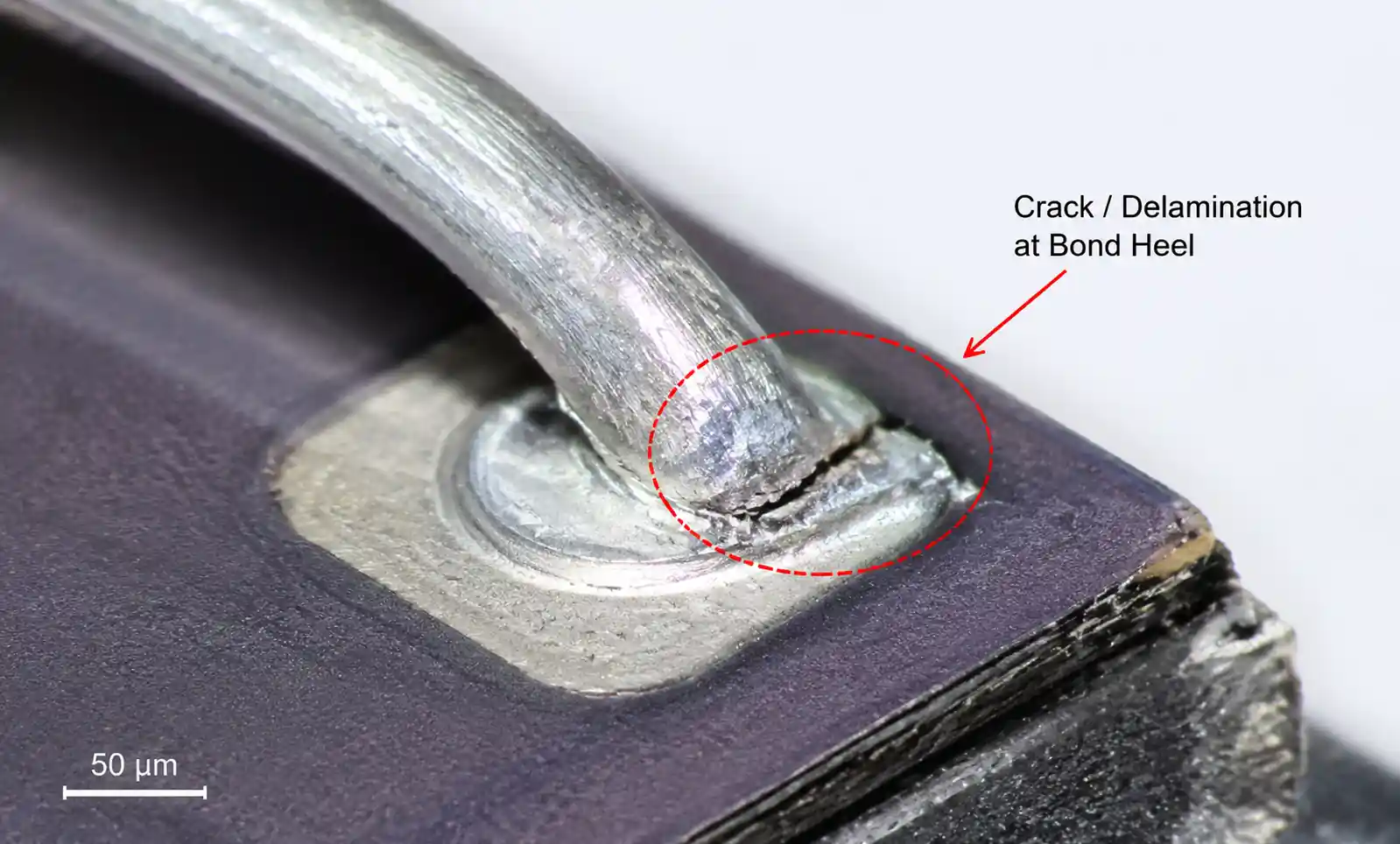
ความล้าของลวดยึดเป็นกลไกความล้มเหลวที่พบบ่อยที่สุดในโมดูล SiC กําลังสูง พันธะลวดอลูมิเนียมซึ่งยังคงเป็นเทคโนโลยีการเชื่อมต่อระหว่างกันที่พบบ่อยที่สุดผ่านการขยายตัวและการหดตัวทางความร้อนซ้ําแล้วซ้ําเล่าในทุกรอบการโหลด ส้นพันธะที่ลวดยึดติดกับแม่พิมพ์มีความเข้มข้นของความเครียดสูงสุด หลังจากรอบความร้อน 50,000 ถึง 200,000 รอบขึ้นอยู่กับการแกว่งของอุณหภูมิและความหนาแน่นของกระแสลวดสามารถแตกหรือยกออกได้ทั้งหมด เมื่อสายเส้นเดียวล้มเหลวกระแสจะกระจายไปยังสายไฟที่เหลือเร่งความล้าในพันธะเหล่านั้นจนกว่าโมดูลจะล้มเหลวอย่างสมบูรณ์
การเปลี่ยนไปใช้ลวดที่หนักกว่า (เส้นผ่านศูนย์กลาง 300-500 μm) การเพิ่มพันธะซ้ําซ้อน หรือการย้ายไปใช้พันธะริบบิ้นสามารถยืดอายุพันธะลวดได้ การออกแบบที่มีความน่าเชื่อถือสูงบางแบบใช้พันธะริบบิ้นสีเงินเผาหรือแม้กระทั่งกําจัดพันธะลวดทั้งหมดโดยใช้การเชื่อมต่อระหว่างโลหะด้านบน วิธีการเหล่านี้เพิ่มต้นทุน แต่อาจจําเป็นในอินเวอร์เตอร์ฉุดลากยานยนต์หรือไดรฟ์อุตสาหกรรมที่มีอายุการใช้งานที่คาดไว้คือ 15-20 ปี
การหลุดลอกของแม่พิมพ์เป็นโหมดความล้มเหลวที่สําคัญอันดับสอง โดยเฉพาะอย่างยิ่งในโมดูลที่ใช้การติดแม่พิมพ์แบบบัดกรีที่อุณหภูมิการทํางานสูง การหมุนเวียนด้วยความร้อนสร้างความเค้นเฉือนที่ส่วนต่อประสานระหว่างแม่พิมพ์กับพื้นผิว หากมีช่องว่างอยู่ในแม่พิมพ์ ให้แนบหรือหากอุณหภูมิข้อต่อสูงกว่าอุณหภูมิการคืบของบัดกรีเป็นประจํา รอยแตกจะเริ่มขึ้นและแพร่กระจาย การหลุดลอกจะเพิ่มความต้านทานความร้อน ซึ่งจะเพิ่มอุณหภูมิของจุดเชื่อมต่อ ซึ่งจะเร่งการหลุดลอกเพิ่มเติม ซึ่งเป็นลูปป้อนกลับเชิงบวกที่นําไปสู่การหนีความร้อน
การป้องกันความล้มเหลวในการติดแม่พิมพ์นั้นขึ้นอยู่กับการเลือกวัสดุ (เงินเผาสําหรับการใช้งานที่มีอุณหภูมิสูง) การควบคุมกระบวนการ (ลดช่องว่างให้เหลือน้อยที่สุด ทําให้มั่นใจได้ว่าความหนาของเส้นยึดที่สม่ําเสมอ) และการออกแบบระบายความร้อน (รักษาอุณหภูมิสูงสุดให้ต่ํากว่าขีดจํากัดของวัสดุ) เทคนิคการตรวจสอบแบบไม่ทําลาย เช่น กล้องจุลทรรศน์อะคูสติกแบบสแกน (SAM) สามารถตรวจจับช่องว่างและการหลุดลอกก่อนจัดส่งโมดูล แต่จะเพิ่มต้นทุนและรอบเวลา
การแตกร้าวจากการห่อหุ้มนั้นพบได้น้อย แต่ควรค่าแก่การพิจารณาในการออกแบบที่มีการไล่ระดับความร้อนขนาดใหญ่หรือสภาพแวดล้อมที่มีการสั่นสะเทือนสูง ซิลิโคนเจลเป็นวัสดุห่อหุ้มมาตรฐานสําหรับโมดูล SiC เนื่องจากยังคงมีความยืดหยุ่นในช่วงอุณหภูมิกว้างและช่วยบรรเทาความเครียด อย่างไรก็ตาม หากโมดูลประสบกับการช็อตจากความร้อน - การระบายความร้อนอย่างรวดเร็วจากอุณหภูมิการทํางานที่ใกล้สูงสุด - การหดตัวที่แตกต่างระหว่างเจล พื้นผิว และแม่พิมพ์สามารถสร้างรอยแตกได้ เมื่อแตกแล้ว สารห่อหุ้มจะสูญเสียการป้องกันความชื้น และการกัดกร่อนจะเริ่มขึ้น
7. คําถามที่พบบ่อย
อายุการใช้งานโดยทั่วไปของโมดูลพลังงาน SiC ในการใช้งานยานยนต์คือเท่าไร
โดยทั่วไปแล้วโมดูล SiC เกรดยานยนต์ได้รับการออกแบบมาให้อยู่รอดได้ 15 ปีหรือ 150,000 ไมล์ภายใต้สภาวะการทํางานปกติ ซึ่งแปลเป็นรอบความร้อนประมาณ 200,000-500,000 รอบขึ้นอยู่กับรอบการขับเคลื่อน อายุการใช้งานที่แท้จริงขึ้นอยู่กับอุณหภูมิทางแยกเฉลี่ยและขนาดของการแกว่งของความร้อนระหว่างการทํางานเป็นอย่างมาก การรักษา Tj เฉลี่ยให้ต่ํากว่า 150°C ด้วยการติดแม่พิมพ์เงินเผาและการจัดการความร้อนที่เหมาะสมมักจะตรงหรือเกินเป้าหมายนี้
ฉันสามารถใช้การออกแบบบรรจุภัณฑ์ IGBT ซิลิกอนมาตรฐานสําหรับ SiC MOSFET ได้หรือไม่
ไม่เหมาะสําหรับการใช้งานที่มีอุณหภูมิสูงหรือมีความน่าเชื่อถือสูง บรรจุภัณฑ์ IGBT มาตรฐาน โดยเฉพาะอย่างยิ่งการออกแบบที่เก่ากว่าโดยใช้การบัดกรี ดาย และพื้นผิวอลูมินา จะพบกับการเสื่อมสภาพอย่างรวดเร็วเมื่อใช้กับอุปกรณ์ SiC ที่ทํางานที่อุณหภูมิทางแยกสูงกว่า 150°C ความไม่ตรงกันของ CTE และความเครียดจากการหมุนเวียนด้วยความร้อนกลายเป็นสิ่งสําคัญ สําหรับ SiC ให้วางแผนสําหรับพื้นผิว AlN หรือ Si₃N₄ การติดแม่พิมพ์เงินเผา และให้ความสนใจอย่างระมัดระวังกับการออกแบบพันธะลวด
ฉันจะคํานวณความต้านทานความร้อนที่จําเป็นสําหรับการใช้งานของฉันได้อย่างไร
เริ่มต้นด้วยอุณหภูมิจุดเชื่อมต่อสูงสุดที่อนุญาต (โดยทั่วไปคือ 175°C สําหรับ SiC MOSFET) ลบอุณหภูมิแวดล้อมสูงสุดในแอปพลิเคชันของคุณ แล้วหารด้วยการกระจายพลังงานทั้งหมด ที่ให้ความต้านทานความร้อนทั้งหมดที่อนุญาตจากทางแยกถึงสภาพแวดล้อม ลบความต้านทานระหว่างทางแยกต่อเคส (จากแผ่นข้อมูลโมดูล) และความต้านทานส่วนต่อประสานแบบเคสถึงซิงก์ (โดยทั่วไปคือ 0.05-0.15 K/W ต่อซม.² ขึ้นอยู่กับ TIM) สิ่งที่เหลืออยู่คือความต้านทานความร้อนสูงสุดของฮีทซิงค์ที่คุณสามารถทนได้
พารามิเตอร์หลักในการตรวจสอบในเอกสารข้อมูลโมดูล SiC สําหรับประสิทธิภาพการระบายความร้อนคืออะไร
มุ่งเน้นไปที่ R_θJC (ความต้านทานความร้อนแบบแยกต่อเคส) อุณหภูมิจุดเชื่อมต่อสูงสุด และความสามารถในการหมุนเวียนด้วยความร้อนหากมีให้ ตรวจสอบเทคโนโลยีการติดแม่พิมพ์และวัสดุพื้นผิวด้วย แม้ว่าเอกสารข้อมูลบางแผ่นจะไม่ได้ระบุสิ่งเหล่านี้ มองหาผลการทดสอบการหมุนเวียนพลังงาน—โมดูลที่ผ่านการรับรองตามมาตรฐาน ECPE หรือ AQG324 ได้ผ่านการทดสอบการหมุนเวียนด้วยความร้อนที่ได้มาตรฐานซึ่งให้ภาพความน่าเชื่อถือที่สมจริงแก่คุณ
การติดแม่พิมพ์เงินเผาจําเป็นเสมอสําหรับบรรจุภัณฑ์ SiC หรือไม่
ไม่เสมอไป หากการออกแบบของคุณรักษาอุณหภูมิทางแยกให้ต่ํากว่า 150°C ในทุกสภาวะ และคุณไม่ได้กําหนดเป้าหมายไปที่ตลาดยานยนต์หรือตลาดอุตสาหกรรมที่มีความน่าเชื่อถือสูง แต่ถ้าคุณคาดหวังอุณหภูมิทางแยกในช่วง 150-175°C การหมุนเวียนด้วยความร้อนมากกว่า 100,000 รอบ หรือต้องการมีคุณสมบัติตรงตาม AEC-Q101 เงินเผาเป็นตัวเลือกที่ปลอดภัยกว่า พรีเมี่ยมต้นทุนกระบวนการแคบลงเนื่องจากอุปกรณ์และวัสดุการเผาผนึกเติบโตเต็มที่
อะไรทําให้เกิดการเหนี่ยวนําปรสิตในโมดูล SiC และฉันจะลดขนาดได้อย่างไร
การเหนี่ยวนําปรสิตมาจากรูปทรงเรขาคณิตของเส้นทางปัจจุบัน เช่น ความยาวของพันธะลวด เค้าโครงบัสบาร์ภายใน และการออกแบบโครงตะกั่ว เส้นทางกระแสที่ยาวขึ้นหมายถึงการเหนี่ยวนําที่สูงขึ้น เพื่อลดให้เหลือน้อยที่สุดให้ใช้ริบบิ้นบอนด์หรือการกําหนดค่าแบบขนานหลายชิปแทนสายเดี่ยวรักษาเส้นทางตัวนําภายในให้สั้นและกว้างและพิจารณาการเชื่อมต่อแหล่งเคลวินสําหรับวงจรเกทไดรฟ์ โมดูลขั้นสูงบางโมดูลใช้การกําหนดค่าแม่พิมพ์แบบฝังหรือบรรจุภัณฑ์ 3 มิติเพื่อลดการเหนี่ยวนําของลูปให้ต่ํากว่า 10 nH
ฉันจะจัดการกับการเสื่อมสภาพของวัสดุส่วนต่อประสานความร้อนเมื่อเวลาผ่านไปได้อย่างไร
จาระบีระบายความร้อนสามารถสูบออกหรือแห้งได้หลังจากรอบความร้อนหลายร้อยรอบ ซึ่งเพิ่มความต้านทานความร้อน สําหรับการใช้งานที่มีอายุการใช้งานยาวนาน ให้พิจารณาวัสดุเปลี่ยนเฟสหรือแผ่นกราไฟท์ที่รักษาประสิทธิภาพที่คงที่ตลอดอายุการใช้งานของโมดูล หากใช้จาระบีระบายความร้อน ให้คํานึงถึงความต้านทานความร้อนที่เพิ่มขึ้น 20-30% เมื่อเวลาผ่านไปในการคํานวณความร้อนของคุณ การออกแบบบางอย่างใช้ฟอยล์บาง ๆ ของอินเดียมหรือโลหะอ่อนอื่นๆ เป็น TIM ซึ่งสอดคล้องกับความหยาบของพื้นผิวและไม่เสื่อมสภาพ
จําเป็นต้องมีการทดสอบอะไรบ้างเพื่อตรวจสอบความน่าเชื่อถือของโมดูล SiC
อย่างน้อยที่สุด ให้ทําการทดสอบการหมุนเวียนพลังงานตามคําแนะนําของ ECPE หรือมาตรฐาน AQG324 ซึ่งกําหนดให้โมดูลต้องควบคุมวงจรความร้อนจนกว่าจะล้มเหลวหรือจํานวนรอบที่กําหนดไว้ (โดยทั่วไปคือ 100k-500k รอบ) นอกจากนี้ยังทําการทดสอบแรงกระแทกจากความร้อน (การเปลี่ยนอุณหภูมิอย่างรวดเร็ว) การทดสอบอายุการใช้งานการเก็บรักษาที่อุณหภูมิสูง และการหมุนเวียนความชื้นและอุณหภูมิ สําหรับการใช้งานในยานยนต์ จําเป็นต้องมีการทดสอบการสั่นสะเทือนและการกระแทกทางกลตาม AEC-Q101 การทดสอบเหล่านี้ใช้เวลานาน แต่จําเป็นในการตรวจจับความล้มเหลวของบรรจุภัณฑ์ก่อนการผลิต
8. สรุป
บรรจุภัณฑ์ SiC ไม่ใช่แค่การค้นหาวัสดุที่ทนทานต่ออุณหภูมิสูงเท่านั้น แต่ยังเกี่ยวกับการจัดการระบบความร้อน-เครื่องกล-ไฟฟ้าทั้งหมดเพื่อมอบประสิทธิภาพที่เชื่อถือได้ตลอดอายุการใช้งานของโมดูล พื้นผิว AlN การติดแม่พิมพ์เงินเผา และการออกแบบส่วนต่อประสานความร้อนอย่างระมัดระวังได้กลายเป็นพื้นฐานสําหรับโมดูลพลังงาน SiC ในยานยนต์และอุตสาหกรรม สําหรับการใช้งานที่มีต้นทุนต่ําซึ่งมีการควบคุมอุณหภูมิสูงสุดพื้นผิวอลูมินาและตัวเชื่อมแบบบัดกรียังคงสามารถทํางานได้ แต่คาดว่าจะแลกเปลี่ยนวงจรชีวิตบางส่วน
หากคุณกําลังออกแบบโมดูล SiC ในวันนี้ ให้เริ่มต้นด้วยเป้าหมายความน่าเชื่อถือและย้อนกลับไป อินเวอร์เตอร์ฉุดลากยานยนต์ต้องการรอบความร้อน 200,000+ รอบ เงินเผาและพื้นผิว Si₃N₄ หรือ AlN ไม่สามารถต่อรองได้ มอเตอร์ไดรฟ์อุตสาหกรรมอาจเห็น 100,000 รอบในช่วง 10 ปี DBC บน AlN กับเงินเผาเป็นทางเลือกที่ปลอดภัย การใช้งานสําหรับผู้บริโภคหรือรอบการทํางานต่ําที่มีการออกแบบระบายความร้อนที่ทําให้ Tj ต่ํากว่า 140°C สามารถพิจารณาวัสดุที่มีต้นทุนต่ํากว่าได้ แต่ตรวจสอบวงจรชีวิตด้วยการทดสอบก่อนดําเนินการผลิต
สําหรับข้อมูลจําเพาะของวัสดุโดยละเอียด ให้ตรวจสอบเอกสารข้อมูลจากซัพพลายเออร์พื้นผิว เช่น Rogers, Heraeus หรือ Kyocera สําหรับคําแนะนําเกี่ยวกับกระบวนการติดแม่พิมพ์ Semikron และ Infineon ได้เผยแพร่บันทึกการใช้งาน หากคุณต้องการตรวจสอบการออกแบบระบายความร้อนของคุณก่อนที่จะสร้างต้นแบบการสร้างแบบจําลองความร้อนแบบ finite element โดยใช้เครื่องมือเช่น ANSYS Icepak สามารถระบุฮอตสปอตและปัญหาอินเทอร์เฟซได้ตั้งแต่เนิ่นๆ